Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
ЦЕЛЬ И ЗАДАЧИ РАБОТЫ. ОТЧЕТНОСТЬ ПО РАБОТЕ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по выполнению контрольной работы заочника
по курсу
«Оборудование автоматизированного производства»
Уровень профессионального образования: высшее образование – бакалавриат
Направление подготовки: 09.03.01 Прикладная информатика
Профиль подготовки: Прикладная информатика в промышленности
Квалификация выпускника: академический бакалавр
Форма обучения: заочная, заочная ускоренная
Тула 2015
ЦЕЛЬ И ЗАДАЧИ РАБОТЫ. ОТЧЕТНОСТЬ ПО РАБОТЕ
Целью работы является закрепление знаний, полученных студентами при изучении учебно-программного материала дисциплины о зубообрабатывающих станках, и получение навыков расчёта настройки зубодолбёжного полуавтомата на обработку цилиндрического зубчатого колёса.
Задачи работы:
- ознакомление с устройством и работой зубодолбёжного полуавтомата мод. 5А12;
- изучение кинематики станка; запись уравнений кинематического баланса приводов и вывод настроечных формул;
- выполнение индивидуальных заданий по расчёту настройки полуавтомата на долбление прямозубого цилиндрического колеса.
Работа выполняется по индивидуальному заданию, выдаваемому преподавателем. Отчет оформляется в печатном виде на листах формата А4. Без выполненной КРЗ студент не допускается до экзамена.
Ознакомление с назначением, технической характеристикой,
Общим устройством и работой полуавтомата
Общие сведения о зубодолбёжных станках, работающих по методу обката
На зубодолбёжных станках нарезают (рис. 1) цилиндрические колёса наружного и внутреннего зацепления с прямыми и винтовыми зубьями, колёса с буртами, блоки зубчатых колёс, зубчатые секторы, а также шлицевые валики, зубчатые рейки, храповики и т.д. Нарезание колёс с внутренними зубьями, а также зубчатых венцов на многовенцовых блоках и заготовках с буртами возможно практически только на зубодолбёжных станках.
 Рис. 1. Изделия, изготовляемые на зубодолбёжных станках:
а – цилиндрические прямозубые и косозубые шестерни внешнего зацепления;
б – шестерни внутренними зубьями; в – блоки шестерён;
г) – шестерни с буртами; д – зубчатые секторы
Рис. 1. Изделия, изготовляемые на зубодолбёжных станках:
а – цилиндрические прямозубые и косозубые шестерни внешнего зацепления;
б – шестерни внутренними зубьями; в – блоки шестерён;
г) – шестерни с буртами; д – зубчатые секторы
|
По расположению шпинделя зубодолбёжные станки подразделяются на вертикальные и горизонтальные. Наибольшее применение в промышленности имеют вертикальные зубодолбёжные станки.
Нарезание шестерён на большинстве моделей зубодолбёжных станков осуществляется методом обката, на некоторых моделях – методом копирования.
На станках, действующих по методу обката(обкатки), в процессе зубодолбления воспроизводится зацепление двух цилиндрических зубчатых колёс (рис. 2). Т.е. обработка зубьев происходит при вращении двух сцепленных колёс – их взаимном обкате. Одно из этих колёс имеет зубья, оснащённые режущими кромками, и является режущим инструментом – зуборезным долбяком, а другое, не имеющее зубьев, является заготовкой нарезаемого колёса. Ясно, что долбяк и заготовка должны приводиться во вращение так, как вращались бы, будучи в зацеплении, два зубчатых колёса. Для этого заготовку и долбяк соединяют жёсткой кинематической цепью со сменными колёсами для настройки на получение изделия с требуемым числом зубьев. Таким образом, при строго согласованном вращении долбяка и заготовки осуществляется деление и, одновременно, обкат и круговая подача.
При долблении зубьев колёс с наружным зацеплением направление вращения долбяка противоположно направлению вращения заготовки, а при долблении колёс с внутренним зацеплением направление их вращения совпадает. Поэтому в кинематическую цепь, связывающую движение долбяка и заготовки, включают реверсивное устройство.
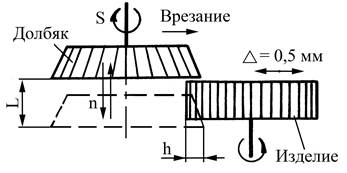
Рис. 2. Схема движений при долблении прямых зубьев
Цепь главного движения
Возвратно-поступательное движение шпинделя с долбяком осуществляется следующим образом. От электродвигателя с частотой вращения 950 об/мин (мин–1) через коническую передачу 24:55, сменные колёса a:b получает вращение кривошипный диск Е. Шатун, приводимый пальцем диска, качает коромысло Р1, которое заканчивается зубчатым сектором, находящимся в зацеплении с круговой рейкой. Рейка жёстко закреплена на шпинделе Д долбяка. При качании коромысла рейке вместе со шпинделем и долбяком сообщается возвратно-поступательное движение. За один оборот кривошипного диска долбяк совершает один двойной ход (вниз и вверх). Круговая рейка не только сообщает возвратно-поступательное движение долбяку, но и позволяет ему вращаться вокруг своей оси.
Уравнение кинематического баланса возвратно-поступательного движения долбяка составляется на основе следующих расчётных перемещений конечных звеньев цепи:
950 об/мин вала электродвигателя → n дв. ходов долбяка в минуту.
(или кратко: nдв ® n),
где n – частота двойных ходов долбяка и вращения кривошипного диска.
Необходимая частота двойных ходов долбяка обеспечивается соответствующим подбором сменных колёс a и b.
Величина хода L долбяка настраивается посредством изменения радиуса вращения пальца кривошипного диска Е.
Положение (место) хода долбяка устанавливается регулированием длины шатуна.
Задание: Составить и записать в соответствующем поле бланка отчёта по лабораторной работе (форма бланка – ПРИЛОЖЕНИЕ Б) расчётные перемещения и уравнение кинематического баланса цепи главного движения, решить уравнение относительно передаточного отношения парносменных колёс  и вывести настроечную формулу в виде
и вывести настроечную формулу в виде  где на месте
где на месте  должно быть поставлено число, получаемое перемножением остальных членов уравнения (т.е. всех, кроме n и
должно быть поставлено число, получаемое перемножением остальных членов уравнения (т.е. всех, кроме n и  ) и являющееся для данной цепи постоянным.
) и являющееся для данной цепи постоянным.
Цепь круговой подачи долбяка
Под круговой подачей S понимается длина дуги долбяка по делительной окружности, на которую он повернётся за один свой двойной ход.
Поскольку двойной ход долбяка совершается за один оборот кривошипного диска Е, то начальным звеном кинематической цепи круговой подачи можно считать кривошипный диск. Движение от диска на шпиндель поступает через червячную передачу 4:50, парносменные колёса  настройки величины подачи, конические колёса 35:35 реверсивного механизма (трензеля), конические колёса 25:25 и червячную пару 1:90.
настройки величины подачи, конические колёса 35:35 реверсивного механизма (трензеля), конические колёса 25:25 и червячную пару 1:90.
Для определения круговой подачи величину поворота долбяка за один его двойной ход необходимо умножить на длину делительной окружности долбяка  ,
,
где  – диаметр делительной окружности, модуль и число зубьев долбяка.
– диаметр делительной окружности, модуль и число зубьев долбяка.
Уравнение кинематического баланса цепи круговой подачи долбяка составляется на основе следующих расчётных перемещений конечных звеньев цепи:
1 двойной ход долбяка (1 оборот кривошипного диска) → S мм круговой подачи
(или кратко: 1 дв.х.долб ® S).
Задание:Составить и записать на бланке отчёта расчётные перемещения и уравнение кинематического баланса цепи круговой подачи долбяка, решить уравнение относительно передаточного отношения сменных колёс  и вывести настроечную формулу
и вывести настроечную формулу  , где на месте Скр должно быть поставлено число, получаемое перемножением остальных членов уравнения (т.е. всех, кроме S, m, Zд) и являющееся для данной цепи постоянным. Если Скр меньше 0, то можно в выражение ввести число
, где на месте Скр должно быть поставлено число, получаемое перемножением остальных членов уравнения (т.е. всех, кроме S, m, Zд) и являющееся для данной цепи постоянным. Если Скр меньше 0, то можно в выражение ввести число  и тогда
и тогда  .
.
Цепь врезания
Цикл получения на станке шестерни из заготовки включает радиальное врезание и собственно нарезание. Радиальное врезание долбяка в заготовку осуществляется при радиальном перемещении суппорта по направляющим станины под действием вращающегося дискового кулачка К1. Кулачок перемещает толкатель Т с роликом, а значит, и суппорт Б, поскольку толкатель установлен в нём (см. рис. 4). Прижим толкателя с роликом к кулачку происходит под действием груза.
Обработка зубьев может производиться за один, два или три прохода. Для обеспечения этого устанавливается соответствующий кулачок из трёх, прилагаемых к станку (рис. 5). Кроме того, осуществляются некоторые переключения в приводе, обуславливаемые следующим.
Количество оборотов заготовки nзаг в цикле зубодолбления зависит от числа проходов и составляет:
- при однопроходной обработке 1,6 оборота;
- при двухпроходной – 2,7 оборота;
- при трёхпроходной – 4 оборота.
Независимо от числа проходов цикл обработки изделия происходит за один оборот кулачка К1. Это и обеспечивается соответствующей настройкой кинематической цепи врезания, в которой имеется группа передач на 3 скорости.
 Рис. 5. Кулачки зубодолбёжного полуавтомата мод. 5А12: а – однопроходный,
б – двухпроходный, в – трёхпроходный (r1=63,65 мм, r2=63,25 мм, r3=60,65 мм)
Рис. 5. Кулачки зубодолбёжного полуавтомата мод. 5А12: а – однопроходный,
б – двухпроходный, в – трёхпроходный (r1=63,65 мм, r2=63,25 мм, r3=60,65 мм)
|
Таким образом, расчётными перемещениями конечных звеньев цепи врезания будут:
nзаг.(1,6; 2,7; 4) оборота стола с заготовкой → 1 оборот кулачка К1.
Кинематическая цепь, связывающая стол Г с кулачком К1, содержит две червячные передачи (в начале и в конце цепи) с 1-заходными червяками и 90-зубыми колёсами, две конические передачи 25:25 и группу передач на 3 скорости (13:52; 18:48; 24:38).
Любой кулачок имеет участок подъёма профиля, выполненный по спирали Архимеда, обеспечивающий первое (при однопроходной обработке – единственное) врезание, и предшествующий ему участок спада, обеспечивающий быстрый отвод суппорта со штосселем и долбяком по окончании нарезания изделия. После участка подъёма профиля идёт участок, выполненный по дуге концентрической окружности. На кулачке для однопроходной обработки такой участок один, на кулачках для двух- и трёхпроходной обработки – соответственно два и три. Врезание долбяка перед вторыми и третьими проходами осуществляется практически скачкообразно, так как специальных участков на кулачках для этих врезаний не предусмотрено. Радиусы участков, выполненных по дугам концентрических окружностей, указаны на рис. 5. Каждый проход при нарезании выполняется за один оборот заготовки.
Задание: Составить и записать в соответствующем поле на бланке отчёта уравнение кинематического баланса цепи врезания. Обозначив передаточные отношения группы передач на 3 скорости через iвр , решить уравнение и вывести настроечную формулу в виде  где на месте
где на месте  должно быть поставлено число, получаемое перемножением остальных членов уравнения и являющееся для данной цепи постоянным.
должно быть поставлено число, получаемое перемножением остальных членов уравнения и являющееся для данной цепи постоянным.
Передаточные отношения группы передач на 3 скорости выразить десятичными дробями или обыкновенными дробями, но с числителями равными 1.
Порядок выполнения работы.
Расчёт настройки станка на обработку прямых зубьев цилиндрического колеса выполняется в следующем порядке.
1. Выбирается долбяк по табл. 1 приложения А.
2. Рассчитывается круговая подача S по табл. 2 и примечанию к ней приложения А.
3. Рассчитывается скорость резания v по табл. 3 и примечанию к ней приложения А.
4. Определяется длина хода долбяка по формуле L=B+δ, где В – ширина зубчатого венца обрабатываемого колеса, мм, а d – величина перебега долбяка, принимаемая равной 4-7 мм.
5. Определяется расчётная частота двойных ходов долбяка по формуле:  .
.
6. По настроечной формуле с учётом рассчитанной n определяется требуемое передаточное отношение  настроечного звена цепи скоростей и подбираются сменные колёса a и b из набора колёс с числами зубьев 31; 41; 47; 53; 59; 69 при условии, что a+b=100.
настроечного звена цепи скоростей и подбираются сменные колёса a и b из набора колёс с числами зубьев 31; 41; 47; 53; 59; 69 при условии, что a+b=100.
7. Определяются обеспечиваемые при выбранных сменных колёсах (фактические) значения частоты двойных ходов долбяка в минуту и скорости резания:
 (см. задание из п. 3.1),
(см. задание из п. 3.1),  . При этом, как правило, должно выдерживаться условие:
. При этом, как правило, должно выдерживаться условие:  . Можно допустить превышение
. Можно допустить превышение  над v, если оно не превосходит 5-10 % от расчётного значения.
над v, если оно не превосходит 5-10 % от расчётного значения.
8. По настроечной формуле цепи круговой подачи с учётом рассчитанной S определяется требуемое передаточное отношение  настроечного звена цепи подач и подбираются сменные колёса
настроечного звена цепи подач и подбираются сменные колёса  и
и  из набора с числами зубьев 38, 44, 50, 56, 60, 62, 66, 72, 78, 84 при условии, что
из набора с числами зубьев 38, 44, 50, 56, 60, 62, 66, 72, 78, 84 при условии, что 
9. Определяется обеспечиваемая при выбранных сменных колёсах (фактическая) величина круговой подачи:  или
или  (см. задание из п. 3.2). При этом, как правило, должно выдерживаться условие:
(см. задание из п. 3.2). При этом, как правило, должно выдерживаться условие:  . Можно допустить превышение
. Можно допустить превышение  над S, если оно не превосходит 5-10 % от расчётного значения.
над S, если оно не превосходит 5-10 % от расчётного значения.
10. По настроечной формуле цепи обката и деления определяется требуемое передаточное отношение  гитары обката (см. задание из п. 3.3) и подбираются сменные колёса
гитары обката (см. задание из п. 3.3) и подбираются сменные колёса  из набора с числами зубьев 24, 26, 28, 30, 34, 36, 38, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 54, 55, 56, 57, 58, 60, 61, 62, 64, 65, 66, 68, 70, 72, 74, 75, 76, 80, 86, 90, 96. При этом необходимо учитывать, что приближения при определении и по нему чисел зубьев колёс не допустимы. Следует рассчитывать абсолютно точно и записывать в виде правильной или неправильной обыкновенной дроби, а подбор чисел зубьев производить способом разложения передаточного отношения на множители. Для облегчения подбора зубьев колёс число зубьев колеса
из набора с числами зубьев 24, 26, 28, 30, 34, 36, 38, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 54, 55, 56, 57, 58, 60, 61, 62, 64, 65, 66, 68, 70, 72, 74, 75, 76, 80, 86, 90, 96. При этом необходимо учитывать, что приближения при определении и по нему чисел зубьев колёс не допустимы. Следует рассчитывать абсолютно точно и записывать в виде правильной или неправильной обыкновенной дроби, а подбор чисел зубьев производить способом разложения передаточного отношения на множители. Для облегчения подбора зубьев колёс число зубьев колеса  обычно берут кратным числу зубьев долбяка
обычно берут кратным числу зубьев долбяка  (т.е. таким, которое с могло бы образовать одно из отношений: 1:1, 1:2, 2:1, а также 2:3). Кроме этого, следует учитывать, что сумма зубьев
(т.е. таким, которое с могло бы образовать одно из отношений: 1:1, 1:2, 2:1, а также 2:3). Кроме этого, следует учитывать, что сумма зубьев  должна быть постоянной, так как расстояние между осями этих колёс в станке неизменно.
должна быть постоянной, так как расстояние между осями этих колёс в станке неизменно.
11. Для настройки цепи врезания (см. задание из п. 3.4) по заданному числу проходов обработки изделия определяется требуемое iвр и сравнивается с передаточными отношениями, обеспечиваемыми группой на три скорости кинематической цепи. По результату сравнения принимается, какой кулачок К1 необходимо установить и какую передачу надо включить в группе передач на три скорости.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Зубодолбёжный полуавтомат модели 5А12. Руководство к станку.
2. Сундуков Г.В., Иноземцев А.Н. Металлорежущие станки: учеб. пособие. Тула: Изд-во ТулГУ, 2009. 487 с.
ПРИЛОЖЕНИЕ А
Таблица 1
Долбяки дисковые прямозубые
| Модуль m, мм | Номинальный диаметр, мм | |||||
| Число зубьев | Делительный диаметр dД | Диаметр выступов Dн | Число зубьев | Делительный диаметр dД | Диаметр выступов Dн | |
| 1,5 | 80,26 | 107,96 | ||||
| 1,75 | 75,25 | 81,25 | 101,5 | 108,19 | ||
| 2,0 | 82,68 | 107,31 | ||||
| 2,25 | 76,5 | 83,30 | 101,25 | 109,29 | ||
| 2,5 | 82,40 | 108,46 | ||||
| 2,75 | 45,38 | 108,36 | ||||
| 3,0 | 83,80 | 111,82 | ||||
| 3,25 | 87,42 | 100,75 | 110,99 | |||
| 3,5 | 86,98 | 108,72 | ||||
| 3,75 | 85,54 | 101,25 | 112,35 | |||
| 87,24 | 111,75 |
Примечание.
Рекомендуется: применять долбяки бóльшего диаметра; число зубьев долбяка выбирать так, чтобы делительный диаметр долбяка возможно ближе подходил к его номинальному значению; отдавать предпочтение долбякам с чётными числами зубьев.
Таблица 2
Круговые подачи
ПРОДОЛЖЕНИЕ ПРИЛОЖЕНИЯ А
Таблица 3
Режимы резания
при обработке долбяками дисковыми зуборезными
| Характер обработки | Круговая подача S, мм/дв.ход | Модуль нарезаемого зуба m, мм, до | |
| Скорость резания, м/мин | |||
| Для обработки сталей 45, 35Х, 40Х | |||
| Черновая и чистовая по сплошному металлу | 0,10 | 40,5 | 32,5 |
| 0,13 | 35,5 | 28,5 | |
| 0,16 | 32,0 | 26,0 | |
| 0,20 | 28,5 | 23,0 | |
| 0,26 | 25,0 | 20,5 | |
| 0,32 | 22,5 | 18,2 | |
| Чистовая по предварительно прорезанному зубу | 0,16 | - | 43,5 |
| 0,20 | - | 39,0 | |
| 0,26 | - | 34,2 | |
| 0,32 | - | 30,7 | |
| Для обработки серого чугуна | |||
| Черновая и чистовая по сплошному металлу | 0,13 | 26,0 | 23,7 |
| 0,20 | 23,5 | 21,0 | |
| 0,32 | 21,0 | 18,6 | |
| 0,52 | 18,5 | 16,5 | |
| Чистовая по предварительно прорезанному зубу | 0,16 | 54,5 | |
| 0,2 | 48,5 | ||
| 0,26 | 42,5 | ||
| 0,32 | 38,5 |
Примечание.
В зависимости от числа нарезаемых зубьев до 20, 40, 120 табличную скорость резания умножать на поправочный коэффициент соответственно 1; 1,1; 1,2.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по выполнению контрольной работы заочника
по курсу
«Оборудование автоматизированного производства»
Уровень профессионального образования: высшее образование – бакалавриат
Направление подготовки: 09.03.01 Прикладная информатика
Профиль подготовки: Прикладная информатика в промышленности
Квалификация выпускника: академический бакалавр
Форма обучения: заочная, заочная ускоренная
Тула 2015
ЦЕЛЬ И ЗАДАЧИ РАБОТЫ. ОТЧЕТНОСТЬ ПО РАБОТЕ
Целью работы является закрепление знаний, полученных студентами при изучении учебно-программного материала дисциплины о зубообрабатывающих станках, и получение навыков расчёта настройки зубодолбёжного полуавтомата на обработку цилиндрического зубчатого колёса.
Задачи работы:
- ознакомление с устройством и работой зубодолбёжного полуавтомата мод. 5А12;
- изучение кинематики станка; запись уравнений кинематического баланса приводов и вывод настроечных формул;
- выполнение индивидуальных заданий по расчёту настройки полуавтомата на долбление прямозубого цилиндрического колеса.
Работа выполняется по индивидуальному заданию, выдаваемому преподавателем. Отчет оформляется в печатном виде на листах формата А4. Без выполненной КРЗ студент не допускается до экзамена.
Последнее изменение этой страницы: 2016-07-23
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...