Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
Технологическая карта по сварке изделия.
1.Подготовка тройника.
Очистить трубы от грязи, ржавчины, и других загрязнений. Осмотреть кромки труб и прилегающие поверхности. Используемые инструменты: щетка, скребок, шлифовальная машина.
2. Подготовка кромок.
Угол скоса кромки 60 градусов, притупление кромки 1мм, зазор 1,5мм.
3Сборка и прихватка.
Устанавливаются четыре прихватки.
4.Сварка неповоротных стыков труб.
Сварка первого слоя в два приема,
Вертикальные неповоротные стыки сваривают снизу вверх.
Сварка второго слоя в два приема.
Вертикальные неповоротные стыки сваривают снизу вверх.
Замок шва 10-15мм.
5 Контроль качества сварных соединений.
Провести визуальный, измерительный контроль сварного соединения. Провести ультразвуковой контроль сварного соединения и околошовной зоны.
 3.2 Подготовка металла под сварку.
3.2 Подготовка металла под сварку.
Под сварку кромки готовят с целью удаления наклепанного металла после резки на ножницах, недопустимого в ответственных металлоконструкциях; для образования фасок, имеющих сложную форму; для получения более точных размеров детали и для улучшения качества поверхности реза после ручной газовой резки у сталей повышенной прочности.


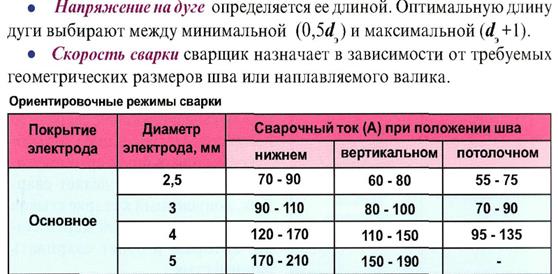
Выбор режима сварки.
 |

 3.4 Техника сварки.
3.4 Техника сварки.

 3.5 Контроль качества шва
3.5 Контроль качества шва
Контроль качества сварных швов производят поэтапно или после окончания выполнения работ. О качестве выполнения сварки можно судить по наличию или отсутствию наружных или внутренних дефектов. В настоящее время существует немало высокоэффективных методов дефектоскопии, с высокой точностью позволяющих проверять без разрушения качество сварных соединений в ответственных конструкциях.
Ультразвуковой контрольосуществляется в соответствии с требованиями ГОСТ 14782-86 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.» Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой и стыковой сваркой оплавлением в сварных конструкциях из металлов и сплавов для выявления трещин, непроваров, пор, неметаллических и металлических включений. Стандарт не устанавливает методы ультразвукового контроля наплавки. Необходимость проведения ультразвукового контроля, объем контроля и размеры недопустимых дефектов устанавливаются в стандартах или технических условиях на продукцию. Данный вид применим при контрле технологических трубопроводов (как стальных, так и полимеров), металлоконструкций, технологического оборудования. а также при проведении толщенометрии. Отличительной чертой данного метода является оперативность при проведении испытаний, применимость к большинству типов сварных соединений.
 Охрана труда и техника безопасности в России это система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая в себя правовые, социально-экономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и иные мероприятия.
Охрана труда и техника безопасности в России это система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая в себя правовые, социально-экономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и иные мероприятия.
 4.1. Техника безопасности при выполнении
4.1. Техника безопасности при выполнении
Электрогазосварочных работ.
При электросварочных работах возможны следующие виды производственного травматизма: поражение электрическим током, поражение зрения и открытой поверхности кожи лучами электрической дуги, ожоги от капель металла и шлака, отравление организма вредными газами, пылью и испарениями, выделяющимися при сварке, ушибы, ранения и поражения от взрывов баллонов сжатого газа и при сварке сосудов из-под горючих веществ. Для обеспечения условий, предупреждающих указанные виды травматизма, следует выполнять следующие мероприятия. Защита от поражения электрическим током. При исправном состоянии оборудования и правильном выполнении сварочных работ возможность поражения током исключается. Однако в практике возможны поражения электрическим током вследствие неисправности сварочного оборудования или сети заземления, неправильного подключения сварочного оборудования к сети, неисправности электропроводки и неправильного ведения сварочных работ. Поражение от электрического тока происходит при прикосновении к токонесущим частям электропроводки и сварочной аппаратуры. Напряжение холостого хода источников питания дуги достигает 90 В, а при плазменно-дуговой резке - 200 В. Учитывая, что сопротивление человеческого организма в зависимости от его состояния (утомленность, состояние здоровья, влажность кожи) может изменяться в широких пределах (от 1000 до 20000 Ом), указанные выше напряжения являются очень опасными для жизни. Токи более 0,05 А могут вызвать тяжелые последствия и даже смерть. Опасность поражения сварщика и подсобных рабочих током особенно велика при сварке крупногабаритных резервуаров, во время работы внутри емкостей лежа или полулежа на металлических частях свариваемого изделия или при выполнении наружных работ в сырую погоду, в сырых помещениях, котлованах, колодцах и др. Во избежание поражения электрическим током необходимо соблюдать следующие условия. Корпуса источников питания дуги, сварочного вспомогательного оборудования и свариваемые изделия должны быть надежно заземлены. Заземление осуществляют медным проводом, один конец которого прикрепляют к корпусу источника питания дуги к специальному болту с надписью «Земля», а второй конец присоединяют к заземляющей шине. Заземление передвижных источников питания производится до их включения в силовую сеть, а снятие заземления - только после отключения от силовой сети. Для подключения источников сварочного тока к сети должны использоваться настенные ящики с рубильниками, предохранителями и зажимами. Длина проводов сетевого питания не должна быть более 10 м. При необходимости нарастить провод применяют соединительную муфту с прочной изоляционной массой или провод с
электроизоляционной оболочкой. Провод подвешивают на высоте 2,5 ... 3,5 м. Спуски заключают в металлические трубы. Вводы и выводы должны иметь втулки или воронки, предохраняющие провода от перегибов, а изоляцию - от порчи. При наружных работах сварочное оборудование должно находиться под навесом, в палатке или в будке для предохранения от дождя и снега. При невозможности соблюдения таких условий сварочные работы не производят, а сварочную аппаратуру укрывают от воз-, действия влаги. Присоединять и отсоединять от сети электросварочное оборудование, а также наблюдать за их исправным состоянием в процессе эксплуатации обязан электротехнический персонал.
 Сварщикам запрещается выполнять эти работы. Все сварочные провода должны иметь исправную изоляцию и соответствовать применяемым токам. Применение проводов с ветхой и растрепанной изоляцией категорически запрещается. При сварке внутренних швов резервуаров, котлов, труб и других закрытых и сложных конструкций необходимо пользоваться резиновым ковриком, резиновым шлемом и галошами. Для освещения следует пользоваться переносной лампой напряжением 12 В. Все электросварочное оборудование должно быть оснащено устройствами автоматического отключения напряжения холостого хода или его ограничения до безопасной величины (АСТ-500, АСН-1, АСН-30). При работах внутри резервуара или при сварке сложной металлической конструкции, а также при сварке емкостей из-под горючих и легковоспламеняющихся жидкостей к сварщику назначается дежурный наблюдатель, который обязан обеспечить безопасность работ и при необходимости оказать первую помощь. При поражении электрическим током пострадавшему необходимо оказать помощь: освободить его от электропроводов, обеспечить доступ свежего воздуха и, если пострадавший потерял
Сварщикам запрещается выполнять эти работы. Все сварочные провода должны иметь исправную изоляцию и соответствовать применяемым токам. Применение проводов с ветхой и растрепанной изоляцией категорически запрещается. При сварке внутренних швов резервуаров, котлов, труб и других закрытых и сложных конструкций необходимо пользоваться резиновым ковриком, резиновым шлемом и галошами. Для освещения следует пользоваться переносной лампой напряжением 12 В. Все электросварочное оборудование должно быть оснащено устройствами автоматического отключения напряжения холостого хода или его ограничения до безопасной величины (АСТ-500, АСН-1, АСН-30). При работах внутри резервуара или при сварке сложной металлической конструкции, а также при сварке емкостей из-под горючих и легковоспламеняющихся жидкостей к сварщику назначается дежурный наблюдатель, который обязан обеспечить безопасность работ и при необходимости оказать первую помощь. При поражении электрическим током пострадавшему необходимо оказать помощь: освободить его от электропроводов, обеспечить доступ свежего воздуха и, если пострадавший потерял
Противопожарная безопасность.
Ответственность за обеспечение мер пожарной безопасности при ведении сварочных работ возлагается на руководителей предприятий, цехов, лабораторий, мастерских, складов, участков, учреждений и хозяйств в помещениях, на территории которых будут производиться работы.
Руководители обязаны выполнять правила пожарной безопасности с следить за строгим выполнением правил подчинения персоналом.
К проведению сварочных работ допускаются лица, прошедшие проверку знаний требований пожарной безопасности.
 Заключение
Заключение
 1. Герасименко А.И. Электрогазосварщик: Учебное пособие для
1. Герасименко А.И. Электрогазосварщик: Учебное пособие для
профессионально-технических училищ. -Изд. 7-е. -Ростов н/Д: Феникс,2007. – 384с.(НПО)
2. Казаков Ю.В., Баннов М.Д. Сварка и резка металлов: Учеб. Пособие для нач.проф. образования - 4-е изд., испр. -М.: Издательский центр «Академия», 2009. -400с.
3. Чернышов Г.Г. Сварочное дело: Сварка и резка металлов: Учебник для нач. проф. Образования. -М.: ИРПО; ПрофОбрИздат, 2008. -496с.
4. Чернышов Г.Г., Мордынский В.Б. Справочник электросварщика ручной сварки -М.: ТехБук, 2009. -208с.
5. Чебан В.А. Сварочные работы /Серия «Начальное профессиональное образование». -Ростов н/Д: Феникс, 2009. -416с.
Последнее изменение этой страницы: 2016-08-11
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...