Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
Кафедра информационных систем и технологий
Кафедра информационных систем и технологий
Яничкин В.В.
КОНСТРУИРОВАНИЕ
ЭЛЕМЕНТОВ ИНФОРМАЦИОННО-ИЗМЕРИТЕЛЬНОЙ ТЕХНИКИ
Раздел Общее конструирование
Конспект лекций для студентов дневной и заочной форм обучения
по специальности
I-38.02.01 - информационно-измерительная техника
Гродно 2016
СОДЕРЖАНИЕ
ВВЕДЕНИЕ ………………………………………………………………………………………... 3
1. ОСНОВЫ КОНСТРУИРОВАНИЯ ДЕТАЛЕЙ ……………………………………..…………7
1.1. Структурные элементы деталей………………………………………….…………7
1.2. Содержание и этапы процесса конструирования…………………………………8
1.3. Выбор материала…………………………………………………………………...….9
1.4. Выбор формы…………………………………………………………………………10
1.5. Определение размеров……………………………………………………………..…11
1.6. Технологические основы конструирования деталей ………………………..…..12
2. КОНСТРУИРОВАНИЕ СОЕДИНЕНИЙ ДЕТАЛЕЙ………………………………………15
2.1. Типы соединений деталей……………………………………………………….…...15
2.2. Выбор типа соединения………………………………………………………….…..17
2.3. Задачи конструирования соединений ………………………………………….…..19
2.4. Классификация и свойства контактных пар…………………………………..…19
2.5. Основы базирования деталей………………………………………………….…...21
2.6. Геометрическая неопределенность контактных пар……………………………23
2.7. Преобразование классов контактных пар…………………………………….…..25
2.8. Избыточное базирование в соединениях деталей ……………………………..…27
2.9. Методика выявления избыточных связей ………………………………………..29
3. КОНСТРУКТОРСКАЯ ДОКУМЕНТАЦИЯ ……………………………………….…32
3.1.Виды изделий…………………………………………………………………………..32
3.2. Стадии разработки конструкторской документации…………………………....33
3.3. Виды конструкторской документации и ее комплектность…………………....34
3.4. Основные требования, предъявляемые к выполнению конструкторских
документов……………………………………………………………………………36
3.5. Обозначение изделий в конструкторских документах…………………………..42
3.6. Учет и хранение конструкторской документации. Внесение изменений……..43
4. ВЫБОР МАТЕРИАЛОВ И ПОКРЫТИЙ ……………………………………………………..46
4.1. Основы выбора материала ………………………………………………………….46
4.2. Основы выбора покрытий …………………………………………………………..49
4.3. Коррозия металлов и физика защитных свойств металлических покрытий ...50
ЛИТЕРАТУРА ……………………………………………………………………………….……75
ВВЕДЕНИЕ
С развитием научно-технического прогресса возрастает сложность радиоэлектронной аппаратуры, перед конструкторами встают новые задачи. От конструкции РЭА в значительной степени зависят качество и эффективность использования аппаратуры, ее надежность и функциональные возможности, стоимость производства и эксплуатации.
Конструирование – это процесс выбора и отражения в технических документах структуры, размеров, формы, материалов и внутренних связей проектируемого устройства.
Конечным результатом процесса конструирования является комплект конструкторской документации, отображающей всю совокупность требований к разрабатываемому изделию и обеспечивающей выполнение этих требований после изготовления изделий в производстве.
При конструировании изделий РЭА кроме пространственных и механических взаимосвязей необходимо учитывать сложные электрические связи, ограничивать электромагнитные и тепловые поля, учитывать возможности искажения полезных сигналов и появления помех.
Конструкция первых радиоэлектронных устройств не отличалась от конструкции аппаратуры проводной связи. Основой конструкции был деревянный ящик, на стенках которого размещались необходимые детали, а электрическое соединение этих элементов выполнялось изолированным проводом. В конце 20-х годов появилось металлическое шасси, которое кроме назначения быть основой конструкции могло выполнять роль экрана, чтобы уменьшить связи по электромагнитному полю. В это же время была заимствована из телефонии идея конструирования аппаратуры в вертикальной стойке, что требовало разделения аппаратуры на блоки.
В конце 30-х годов начинается применение радиоаппаратуры в полевых условиях, на подвижных объектах (самолеты, танки, автомашины), что поставило перед конструкторами сложные задачи защиты аппаратуры от климатических и механических воздействий и привело к разработке герметичных корпусов и амортизаторов.
Расширение области применения РЭА и постоянное функциональное усложнение радиоаппаратуры потребовали снижения трудоемкости в производстве, повышения производительности труда, применения средств механизации и автоматизации. Это привело к внедрению полупроводниковых приборов, печатного монтажа, к разработке конструкций на основе печатных плат, полосковых, а затем микрополосковых линий, интегральной микроэлектроники, появлению функциональной микроэлектроники.
Переход на новую элементную базу, рост степени ее интеграции, когда постепенно начинает исчезать грань между элементной базой и устройством, обусловили новые методы конструирования, получившие название комплексной микроминиатюризации. Главной целью комплексной микроминиатюризации является создание высоконадежной РЭА с минимальными габаритами и массой, с наименьшей потребляемой мощностью и себестоимостью. Важным вопросом при этом является сокращение сроков проектирования и изготовления аппаратуры. Комплексная микроминиатюризация требует целенаправленной работы различных специалистов, но конструктор РЭА должен занимать в этой работе определяющее положение.
Содержание процесса конструирования.
Конструирование является одним из древнейших видов инженерной деятельности человека. Все что создано руками человека в процессе развития материальной культуры от каменного топора до современной ЭВМ проходило стадию конструирования.
С течением времени объекты конструирования усложнялись, и всё более сложным и ответственным становился труд конструктора, всё большее значение приобретало развитие научной базы конструирования. Это развитие, однако, протекало неравномерно. Наряду с имеющимся мощным аппаратом инженерных проверочных расчетов существует ещё крайне мало методик проектных расчетов, необходимых для синтеза и оптимизации конструктивных решений, а при реальном конструировании до сих пор преобладают эмпирический и эвристический методы.
Одной из причин, сдерживающих развитие теоретических основ конструирования, является отсутствие в настоящее время научного обоснования содержания процесса создания нового объекта. Этот процесс содержит следующие важнейшие стадии:
– разработка функциональной идеи объекта и первичных технических условий его реализации;
– выбор технического принципа реализации идеи и разработка принципиальной схемы;
– разработка конструкции объекта;
– изготовление и испытание опытного образца;
Не анализируя подробно содержание каждой стадии, можно отметить, что вторую и третью связанные между собой стадии объединяют термином «проектирование».
Таким образом, конструирование, прежде всего, является одним из этапов более общего процесса проектирования и следует за разработкой принципиальной схемы. Сопоставляя результаты каждой из этих стадий, и имея в виду их последовательность, можно прийти к выводу, что в процессе разработки конструкции происходит воплощение в материальные тела (детали) и их композиции (сборочные единицы) элементов схемы, выражаемых с помощью условных символов. Поэтому графическое изображение отдельных материальных тел и их композиций составляет содержание конструкторских чертежей. Хотя при конструировании непосредственно разрабатываются лишь графические модели материальных тел, его, тем не менее, можно рассматривать условно как процесс материализации принципиальной схемы.
Расчленение конструкции прибора на перечисленные элементы правомерно, т.к. они удовлетворяют условию функциональной автономности, а принципы и методы их конструирования имеют существенные различия. Согласно этой схеме обучение конструированию на обобщенном уровне начинают с деталей и переходя от простого к сложному, заканчивают функциональными устройствами включительно. Дальнейшее комбинирование ФУ зависит от специфики прибора и связано с реализацией частных процессов конструирования.
Методы конструирования.
Характерными чертами конструирования сложных объектов является массовость решаемых задач и многовариантность возможных решений. Следует различать две группы методов:
– методы поиска оптимальных решений
– методы оценки возможных решений
Процесс принятия решений основан на синтезе тех и других. Основным методом поиска в настоящее время является метод аналогии, обусловленный личным опытом конструктора и опытом обобщенным в справочной литературе. Большинство решений принимаются этим методом. Оценка принимаемых методов решений носит качественный характер и лишь в отдельных случаях основана на проверочных расчетах (на прочность, жесткость, точность и т. д.).
В тех случаях, когда возникают затруднения с принятием однозначного решения, конструктор прибегает к методу перебора известных вариантов. Оценка вариантов имеет большое значение и в особо сложных случаях основывается на проверочных расчетах и даже на экспериментальных исследованиях, однако решение и тогда принимаются главным образом на основе опыта. Основная причина этого связана с отсутствием в настоящее время инженерных методик выполнения оценок по большому числу критериев.
Следующая ступень усложнения процесса принятия решений характеризуется недостаточностью набора известных возможных вариантов. Процесс конструирования начинается с поиска подходящих вариантов, который выполняется методом проб и ошибок и состоит в разработке новых вариантов на основе комбинирования известных, при этом нередки случаи изобретений оригинальных решений.
В общем случае качество будущего объекта должно удовлетворять ряду требований, т.е. должно оцениваться по нескольким показателям качества, например: по точности, надежности, стоимости и т.д. Опыт показывает, что описанные методы конструирования не обеспечивают в этих условиях оптимальность принимаемых решений. Основной причиной является трудность одновременной оптимизации параметров объекта по всем показателям. В реальных условиях проектирования конструктор, хотя и держит в поле внимания все показатели, но предпочтение отдает лишь некоторым по его мнению, критичным в данном случае.
Рис. 1.1. Структурные элементы деталей узла монтажа зубчатого колеса.
На деталях 1, 2, 3 и 4 штриховыми линиями показаны условные границы РЭ и БЭ. Втулка 3 представляет идеальный случай когда РЭ и БЭ совпадают. При проектировании деталей фактически происходит последовательная разработка указанных структурных элементов, поскольку РЭ, БЭ и СЭ конструируются из разных условий и по различным исходным данным.
Объем и роль СЭ в различных деталях могут существенно различаться: если у одних деталей их РЭ и БЭ заметно разделяются и независимы и необходим дополнительный материал для их объединения в одну деталь (этот дополнительный материал и составляет СЭ) то у других он вообще отсутствует, а РЭ и БЭ даже немного перекрывают друг друга.
Для оценки соотношений размеров элементов следует исходить из того, что всегда необходимым являются лишь РЭ и БЭ и если для их объединения не требуется дополнительный материал, то это предельно благоприятный, редкий и нетипичный случай. Обычно СЭ имеет место, но его стремятся минимизировать.
1.2. Содержание и этапы процесса конструирования.
Конструирование детали – сложный комплексный процесс и в общей постановке задачи весьма неопределенный; успешное решение его на практике базируется главным образом на опыте конструктора и широком использовании рецептурного материала из справочной литературы.
Из определения детали, основные признаки, характеризующие ее:
– материал
– форма
– размеры
Следовательно конструирование детали состоит из выбора материала и формы и определения ее размеров. Очевидно, в решении этих трех задач и заключается в общем случае содержание процесса конструирования деталей. Поскольку каждая деталь может иметь три структурных элемента существенно различного назначения, естественно решать указанные задачи применительно к каждому из этих элементов. Тогда получим следующую матрицу, выражающую в обобщенной форме содержание процесса конструирования деталей (таблица1.1).
Таблица 1.1
| Операции конструирования | Элементы детали | ||
| РЭ | БЭ | СЭ | |
| Выбор материала | |||
| Выбор формы | |||
| Определение размеров |
Таким образом сложный процесс конструирования распадается на ряд более простых операций, число которых зависит от числа РЭ и БЭ; благодаря этому процесс конструирования значительно упрощается.
Процесс конструирования деталей не является независимым, он подчинен процессу компоновки конструкции и делится на этапы:
– эскизное
– техническое
– рабочее проектирование
На протяжении процесса компоновки, начиная от поиска оптимальной композиции конструкции до ее завершения, конструкции деталей остаются в эскизном изображении. После того как вариант компоновки выбран и происходит вычерчивание общего вида конструкции, производится отработка (уточнение) форм и размеров деталей с проверкой их на жесткость, прочность и т. д., этот этап является техническим конструированием.
При вычерчивании деталей на этапе технического конструирования окончательно устанавливаются контуры всех элементов, включая свободные, но остается незавершенной технологическая отработка форм (выточки, фаски и т. д.) которые окончательно оформляются с учетом технологических ограничений на этапе рабочего конструирования; здесь же координируются все элементы деталей с помощью простановки размеров и задаются допустимые отклонения на размеры м форму.
Выбор материала.
Знание материалов и умение находить среди известного в технике широкого набора материалов обязательны для инженера – конструктора. Знать материал – значит располагать конкретными сведениями о номенклатуре и физико-механических свойствах основных конструкционных материалов, применяемых в отрасли. Необходимо так же общее представление о физической природе основных конструкционных сплавов.
Материалы, как известно, подразделяются на металлы и неметаллы. Первые на черные и цветные металлы, а вторые на пластмассы, специальные и вспомогательные материалы (к специальным, в частности, относится оптическое и неоптическое стекло).
В справочной литературе приводятся подробные перечни сортов и марок всех видов материалов и их свойств, необходимых для выбора при конструировании деталей.
Выбор материалов – весьма важный этап конструирования деталей, т. к. здесь закладываются многие показатели качества конструкции в целом, такие как масса, прочность, жесткость, экономичность и др.
В общем случае задача по выбору материалов характеризуется вариантностью вследствие большого числа влияющих факторов, поэтому конструктор может руководствоваться лишь общими принципами, знанием свойств материалов и требований к материалам структурных элементов детали, предъявляемых исходя из назначения детали, условий работы и типа производства. Вместе с тем процесс выбора материалов деталей не должен быть длительным по причине массовости этих операций, поэтому эмпирический метод аналогии, основанный на опыте и знаниях конструктора, является главным. В тех, сравнительно редких случаях, когда этим методом поиск оптимального решения затруднителен, можно рекомендовать использовать так называемую матрицу оптимизации выбора, с помощью которой существенно повышается объективность выбора материала, хотя это связано с некоторыми затратами времени. Однако практика применения матрицы в ответственных случаях показывает, что она себя оправдывает.
Пример. Пусть требуется выбрать материал для оправы шарнира при закреплении его методом завальцовки. Тонкий загибаемый буртик оправы должен обеспечивать прочность закрепления и компенсацию температурной деформации шарнира. К материалу оправы предъявляются требования высокой пластичности и технологичности для обработки резанием, кроме того материал не должен быть дефицитен из-за широкого применения способа завальцовки. Составим матрицу (таблица 1.2):
Таблица 1.2
| Показатели качества | Весовые коэф. | Варианты | ||
| Сталь | Латунь | Алюм. сплав | ||
| 1. Прочность | 0,2 | 2,0 | 1,0 | 0,2 |
| 2. Упругость | 0,1 | 1,0 | 0,5 | 0,1 |
| 3. Пластичность | 0,5 | 1,0 | 4,0 | 5,0 |
| 4. Технологичность | 0,1 | 0,3 | 1,0 | 0,8 |
| 5. Стоимость | 0,1 | 0,8 | 0,3 | 0,6 |
| Итого: | 1,0 | 5,1 | 6,8 | 6,7 |
В первом столбце матрицы записываем перечисленные требования и ограничения для материала оправы; их роль и значения для оправы оцениваем с помощью весовых коэффициентов, которые записываем во втором столбце; сумма весовых коэффициентов должна быть равна единице, а конкретные их значения определяются методом экспертных оценок (при наличии опыта и знания материалов, могут назначаться самим конструктором). Далее идут столбцы конкурирующих материалов; в данном случае нуждаются в сравнении три варианта:
– углеродистая сталь с содержанием углерода не выше 0,3%
– свинцовая латунь (типа ЛС59–1)
– алюминиевый сплав из группы дюралей
Материалам присваивают баллы от 0 до 10 для каждого из показателей качества, которые записывают в верхнем левом углу клеток, лежащих на пересечении столбца материала и строки показателя; значение баллов выбираются так же методом экспертных оценок. Далее баллы перемножаются на весовые коэффициенты и их произведения записываются в правом нижнем углу тех же клеток; полученные результаты суммируются по столбцам. Эти суммы представляют собой для каждого материала интегральный показатель качества, соответствующий поставленным требованиям и ограничениям. Предпочтение при выборе отдается тому материалу у которого наибольший интегральный показатель.
В данном примере таким материалом оказалась латунь, однако почти такое же значение показателя имеет и алюминиевый сплав. Следовательно, оба эти материала практически в равной степени пригодны для оправ при закреплении завальцовкой и, чтобы выявить различие между ними, требуется их экспериментальная проверка.
Выбор формы.
Форма детали определяется формами ограничивающих деталь поверхностей, их сочетанием и соотношением. Выбор форм детали сводится к выбору форм поверхностей из набора поверхностей, используемых при конструировании деталей.
Набор содержит:
– группу типовых поверхностей (плоскость, цилиндр и сфера)
– группу специальных (параболоид, эллипсоид, тор, эвольвентный профиль )
Доминирующее применение в формообразовании деталей для обычных производственных условий имеют типовые поверхности в следствии большей их технологичности по сравнению со специальными.
При выборе форм поверхностей руководствуются рядом критериев, из которых главными являются следующие:
– функция детали
– конструктивная целесообразность
– технологичность
– эстетичность
Функция детали оказывает, как правило сильное влияние на выбор формы сопрягаемых поверхностей РЭ и БЭ; в ряде случаев они однозначны (эвольвентный профиль зубьев зубчатого колеса и лишь слабо коррелирует с формами поверхностей СЭ, представляя конструктору широкий выбор.
Конструктивная целесообразность отражает в основном соблюдение принципа минимизации объема СЭ и является одним из руководящих принципов типизации форм и размеров БЭ и СЭ.
Критерий технологичности позволяет установить последовательность уровней технологичности для различных форм поверхностей. Факторы определяющие эти уровни с точки зрения производительности технологических процессов, известны. Отметим лишь те из них, которые оказывают существенное влияние на точность процесса формообразования поверхностей, получаемых резанием на металлорежущих станках:
– обработка на основе рабочих ходов станка обеспечивает более высокую точность, чем обработка фасонным инструментом;
– чем больше параметров должно выдерживаться при обработке тем ниже точность;
– результирующая точность непрерывного процесса (например, шлифование цилиндрической поверхности) выше, чем дискретного (например, шлифование широкой плоской поверхности).
– с увеличением протяженности поверхности снижается точность ее обработки.
Перечисленные факторы должны учитываться при выборе формы деталей и назначений на них параметров точности, при этом весьма важно знать так же существование определенного соответствия между параметрами точности форм и размеров элементов детали.
На выбор форм поверхностей влияют так же следующие факторы:
– приборостроительные заводы оснащены в основном (до 90%) универсальным металлообрабатывающим оборудованием, допускающим обработку лишь типовых поверхностей (за счет рабочих ходов станка); таким образом, возникает естественное ограничение для применения поверхностей специальных форм (на универсальном оборудовании получение их возможно лишь с помощью фасонного режущего инструмента).
– значительная доля (до 80%) номенклатуры изделий приборостроительных заводов составляет мелкосерийное производство, что ограничивает возможности применения специализированного оборудования для получения сложных форм поверхностей деталей.
– все сопрягаемые поверхности деталей при требованиях к точности сопряжения не ниже 7-8 квалитетов точности обрабатываются окончательно резанием на металлорежущем оборудовании.
1.5. Определение размеров.
Геометрические размеры –основные конструктивные параметры деталей, подразделяются в зависимости от принадлежности их к структурным элементам на размеры: рабочих, базовых и свободных элементов. Кроме того, существуют размеры координирующие положение рабочих элементов относительно базовых.
Размеры РЭ определяют в основном из условий функциональной точности прибора, параметрической надежности и контактной жесткости соединения данной детали с другой деталью; эти размеры особо ответственны для элементов кинематических пар механических подвижных систем.
Размеры БЭ находят из условий точности ориентирования РЭ, а так же технологичности сборки.
Размеры СЭ – из условий общей прочности и жесткости детали, а так же технологичности изготовления детали.
Размеры, ориентирующие рабочие элементы относительно базовых, выбирают из конструктивных условий компоновки конструкции и в ответственных случаях проверяют расчетом на прочность и жесткость детали.
Определение размеров деталей основано на сочетании методов выбора и расчета, причем доминирующую роль играет выбор. В настоящее время не существует расчетных методов, которые без предварительного выбора начальных значений определяемых размеров позволяли бы «автоматически» получать искомые размеры деталей.
Отметим общие исходные условия, которыми руководствуются при назначении размеров элементов деталей:
– ограничения габаритных размеров, определяемые техническими заданиями;
– тенденция к компактности и миниатюризации конструкции;
– конструктивная и функциональная целесообразность, выражающаяся в соблюдении принципа «ничего лишнего»
– экономичность, показателями которой для конструирования деталей являются: ограниченное использование дефицитных материалов и технологичность изготовления в обычных производственных условиях (на универсальном оборудовании, типовым инструментом).
Типы соединений деталей.
Характеризующие признаки, по которым различают конструкции соединения
– степень относительной подвижности деталей
– вид контакта в сопряжении контактной пары
– способ замыкания
Неподвижные соединения всегда являются базирующими. В их образовании участвуют базовый элемент присоединяемой детали и рабочий элемент базовой (несущей) детали. Сопрягаемые поверхности – преимущественно плоскости и цилиндры, реже сферы; специальные поверхности для этих целей применять не следует. Влияние на функциональную точность прибора (узла, устройства) неподвижные соединения оказывают через неточности базирования, т.е. ориентирования присоединяемой детали относительно базовой.
Неподвижные соединения наиболее многочисленны в общей конструкции прибора, поэтому главным образом они определяют объем сборочных работ. Относительная неподвижность соединяемых деталей достигается скреплением их с помощью крепежных средств. Примеры неподвижных соединений приведены на рис.2.1.
а) б)


Рис. 2.1. Неподвижные соединения деталей
а – зубчатое колесо с валиком; б – кронштейн с плоской поверхностью базовой детали;
Подвижные соединения (кинематические пары) бывают базирующими и рабочими, первые служат для поддержания подвижных элементов кинематических пар и направления их движения (направляющие вращательного и поступательного движения), а вторые – для преобразования и передачи движения. Примеры подвижных соединений приведены на рис.2.2.
а) б) в) г)

Рис. 2.2. Подвижные соединения деталей для вращательного движения – опоры:
а – цилиндрическая; б – центровая; в – сферическая; г – шарикоподшипниковая.
Назначение замыкания сопряжения состоит в ограничении смещений присоединяемой детали относительно базовой по ограничиваемому направлению. Схематическое изображение трех способов замыкания силой, поверхностью (формой) и креплением– применяемых на практике, приведено на рис. 2..3.

а) б) в)
Рис. 2.3. Способы замыкания соединений деталей:
а – силой; б – формой; в – креплением
Достоинством силового замыкания являются: нечувствительность к колебаниям температуры среды и отсутствие зазоров (существенно для подвижных соединений); недостатками – ухудшение силового режима работы и усложнение конструкции соединения.
Замыкание материальной поверхностью называют так же замыканием формой (для подвижных соединений так же кинематическим замыканием). Замыкающая поверхность либо принадлежит одной из соединяемых деталей, либо создается дополнительной деталью. Данный способ применяется как для неподвижных, так и для подвижных соединений. Положение замыкающей поверхности определяется расчетом и регламентируется допуском или регулируется при сборке. Достоинство этого состоит в его надежности при любых условиях эксплуатации и независимости от ориентирования конструкции в пространстве.
Замыкание креплением применяется только для неподвижных соединений. В них конструктивные средства, предназначенные для скрепления соединяемых деталей, выполняют одновременно и функцию замыкания.
Выбор типа соединения.
Так как процесс выбора типов соединений носит массовый характер, он не должен быть длительным для большинства принимаемых конструктором решений, поэтому, если имеется набор типовых или слабо контрастных решений, эмпирический метод аналогии следует считать приемлемым и достаточно эффективным.
Рассмотрим одну из упрощенных методик анализа вариантов, основанную на составлении, так называемой матрицы оптимизации. Она позволяет оптимизировать (в первом приближении) принимаемое решение при наличии набора возможных конкурирующих вариантов решений путем определения интегрального показателя качества с учетом ограничений, накладываемых на решение условиями постановки задачи.
Матрица составляется следующим образом:
1.Выявляется набор возможных и конкурирующих вариантов решений, из которых предстоит выбрать оптимальное решение. Причем предварительно этот набор подвергается анализу, чтобы отсеять заведомо неудовлетворительные решения.
2. На основе требований исходных данных определяется состав показателей качества (А1, А 2, …. Аm), существенных для искомой конструкции.
3. В зависимости от уровня значимости каждого показателя качества для обеспечения заданных требований искомой конструкции им приписываются весовые коэффициенты, которые могут иметь значения от 0 до 1; сумма всех коэффициентов равна 1. Определение весовых коэффициентов представляет некоторые трудности, т.к. оно основано на качественной оценке уровня значимости показателей качества, однако, опытный конструктор может это сделать с погрешностью не более 10 – 20%, что в данном случае допустимо.
4. На основании опытных данных о свойствах конкурирующих вариантов по всем принятым показателям качества устанавливаются оценочные коэффициенты, выражаемые в баллах от 1 до 10 (возможны дробные значения, но не более одного знака после запятой); баллы записываются в верхнем левом углу матрицы.
Операции по определению интегрального показателя качества заключаются в следующем: сначала перемножаются по всем строкам весовые коэффициенты показателей качества на числовые значения оценочных баллов вариантов и результаты записываются в правом нижнем углу клеток матрицы, затем производится суммирование полученных результатов по столбцам матрицы. Поскольку числовые значения произведений весовых коэффициентов и оценочных баллов тем больше , чем выше уровень значимости или уровень качества, то и числовые значения интегральных показателей так же будут отражать интегральный уровень качества конкурирующих вариантов решений: чем больше показатель, тем выше уровень качества. Учитывая приближенность определения весовых коэффициентов и оценочных баллов, следует считать интегральные показатели равноценными, если они различаются не более чем на 10 – 20%.
Пример. Пусть требуется выбрать способ крепления объектива из ряда известных (рис.1), если конструкция работает в сложном динамическом режиме, диаметр объектива равен 40мм, роль его в общей оптической системе не высока, производство серийное.
Составляем матрицу для четырех вариантов способов решения (табл. 2.1). Показатели качества выбираем обычные для крепления оптических деталей. На основании указанных в задании исходных данных, обуславливающих ограничения на решение, назначаем наибольшие весовые коэффициенты показателей качества на надежность, нечувствительность к колебаниям температуры, технологичность и стоимость; роль остальных показателей второстепенная. Оценочные баллы для принятых к рассмотрению вариантов крепления назначаем, основываясь на известных свойствах, достоинствах и недостатках каждого из них по десятибальной системе для каждого показателя качества. Выполнив указанные выше операции перемножения и сложения, получаем значения интегральных показателей, характеризующих уровни качества вариантов решения; в данном примере наибольшее значение соответствует варианту 2 – креплению объектива зажимным кольцом. С большей вероятностью этот вариант соответствует условиям задачи.
Таблица 2.1
| Показатели качества | Весовые коэф. | Варианты способов крепления | |||
| Точность положения объектива | 0,05 | 0,4 | 0,2 | 0,2 | 0,3 |
| Надежность крепления | 0,30 | 0,6 | 3,0 | 1,8 | 3,0 |
| Отсутствие натяжений | 0,05 | 0,4 | 0,1 | 0,2 | 0,3 |
| Нечувствительность к колебаниям t˚ | 0,20 | 1,6 | 0,4 | 0,8 | 1,2 |
| Конструктивность (компактность) | 0,05 | 0,5 | 0,25 | 0,3 | 0,1 |
| Технологичность | 0,20 | 0,8 | 1,6 | 1,2 | 1,0 |
| Стоимость | 0,15 | 0,9 | 0,9 | 1,05 | 0,3 |
| Итого: | 1,00 | S1=5.2 | S2=6.45 | S3=5.55 | S4=6.2 |
1 2 3 4

Рис. 2.4. Способы крепления оптических деталей круглой формы.
1 – завальцовкой; 2 – зажимным кольцом; 3 – разрезным кольцом;
4 – зажимным и пружинящим кольцами.
Рис. 2.17. Избыточное
базирование валика.
Пример 2. При базировании неподвижной втулки по рис.2.18. имеем:
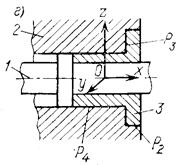 n = 0 k P4 =1 k P3 =1.
n = 0 k P4 =1 k P3 =1.
Крепление фланца винтом ограничивает поворот втулки φх и поэтому представляет связь класса Р1. По формуле (1) найдём:
q = 0+ 4·1+3·1+2 ·1+1·1– 6 = 4
Конструкция имеет 4 приведённые избыточные связи.
Рис.2.18. Избыточное базиро-
Вание неподвижной втулки.
Пример 3. Для замкнутого соединения ползуна с двумя цилиндрическими стержнями (направляющими) по рис.2.19. имеем:
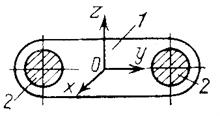
n =1 kP4 = 2
по формуле (1) получим: q = 1+ 4 ·2 – 6 = 3
т.е. конструкция имеет три приведённые избыточные связи.
Рис.2.19. Избыточное базиро-
вание направляющих.
Как видим формула (1) позволяет отыскивать в конструкции соединения число избыточных связей, однако она не даёт сведений о видах этих связей, поэтому ей можно пользоваться лишь для выявления их наличия. Если они обнаружены (q ≠ 0 ), то для определения их вида производится дополнительный анализ, который удобно выполнять графически с помощью матрицы влияний.
Таблица матрицы влияний содержит 8 столбцов для указаний номера и класса контактной пары и обозначения шести степеней свободы и столько строк, сколько действует в соединении контактных пар, и строку для указания суммы связей по каждому столбцу. Ограничение данной степени свободы той или иной парой обозначается в таблице знаком «+».
Рассмотрим ранее приведенные примеры:
Матрица влияния для примера 1.
Таблица 2.3
| N | Класс |
Последнее изменение этой страницы: 2016-06-09
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...