Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
Организация производства на предприятии
Организация производства на предприятии
Ильдяков Александр Валерьевич.
Учебник - Фатхудинов
Организация производства (ОП), как система научных знаний и область практической деятельности
ОП это учебный курс нацеленный на изучение теоретических и методических подходов организации производства на предприятии, а также условий и факторов рационального согласования действий работников предприятия при использовании предметов труда в производственном процессе на основе применения знаний в области техники и технологии.
В современных условиях при высоком уровне научно-технического прогресса (НТП), в условиях жесткой конкуренции и повышения требований к качеству продукции произошло принципиальное усложнение производственных связей, что требует постоянного совершенствования производственных систем.
Под ОП понимают координацию и оптимизацию во времени и пространстве всех материальных и трудовых элементов производства с целью получения в оптимальные сроки наивысшего результата с минимальными затратами.
ОП призвана обеспечить
1) Формирование наиболее рационального состава средств труда и трудовых ресурсов с целью получения необходимого объема продукции
2) Установление наиболее рациональных взаимосвязей между всеми элементами производственной системы
3) Непрерывное развитие производственной системы в направлении повышения её эффективности и наибольшего соответствия изменяющимся условиям внешней среды
Элементы ОП
1) Организация труда работников как процесс установления и совершенствования способов выполнения и условий протекания производственных процессов
2) ОП во времени и пространстве
3) Организация поточных методов производства
4) Организацию вспомогательных и обслуживающих хозяйств, как процесс обслуживания основных цехов предприятия по всем функциям выходящим за пределы их специализации.
5) Организацию технического нормирования труда как, процесс установления меры затрат труда на изготовление единицы продукции
6) Организацию и планирование создания и освоения новой техники и технологии.
7) Организацию управления производством
Цели ОП:
1) Создание гибкого производства. То есть способного быстро перестраиваться на производство новой продукции при изменении коньюктуры рынка.
2) Создание оптимального производства. То есть функционирующего с минимальными затратами.
3) Создание условий для высокопроизводительного труда и производства высококачественной продукции.
Задачи ОП:
1) Углубление специализации производства.
2) Совершенствование форм организации производства
3) Быстрая и гибкая переориентация производства на другие виды продукции.
4) Обеспечение непрерывности и ритмичности производственного процесса
5) Совершенствование организации труда и ОП в пространстве и времени.
Предметом данного курса является изучение на основе достижений науки и техники количественных и качественных зависимостей в производстве, определяющее оптимальное сочетание трудовых и вещественных элементов производственного процесса.
Объектом данного курса выступаетпроизводственный процесс в рамках промышленного предприятия.
Изучение курса базируется на диалектическом подходе в организации производства. Это означает, что любое организационное решение или способ производства продукции, которые являются эффективными сегодня, могут быть улучшены и заменены более эффективными в будущем.
Факторы оказывающие влияние на размещение промышленных предприятий
1)Затраты на оплату труда в регионе:
- размер з/п
- значимость профсоюзов
- динамика з/п
2) Доступность и продуктивность ресурсов в регионе
- наличие полезных ископаемых
- доступность рабочей силы
- уровень затрат на энергию и т.д.
3) Фискальная политика региона
- система налогообложения региона
- рост дефицита местного бюджета
- деловая активность в регионе
4) Затраты на регулирование занятость в регионе
- размер пособия по безработице
- размер пенсионных выплат и т.д.
5) Основные показатели уровня жизни в регионе
- наличие образовательных учреждений
- уровень прожиточного минимума
- доступность общественного транспорта и медицины
Классификация предприятий
1)По отраслевой принадлежности
- нефтегазодобывающее
- машиностроение
- хим.пром. и т.д.
2)В зависимости от организационно-правовых форм собственности
- АО
- ООО
- товарищества (полное и *на вере*)
- унитарные предприятий
3) по размерам производства
- крупные (более 1000)
- средние (200-1000)
- малые (до 200)
4) по степени специализации
- специализированные
- универсальные
- смешанные
5) по типу производства
- единичное
- массовым
- серийное
Формы объединения предприятий
1)холдинг – форма участия в капитале при которой одна из компаний является держателем акций другой компании
2)концерн – организационная группа предприятий промышленности, транспорта, торговли и банковской сферы. Цели
-выравнивание отраслевых сезонных колебаний и рисков
- перемещение капитала из менее доходных отраслей в более перспективные
- осуществление крупных капиталовложений
3) консорциум – объединение предприятий, научных центров, банков и государственных структур для выполнения определенных задач на договорной основе. Участники консорциума обладают юридической и экономической самостоятельностью
4) картель – союз предприятий сохраняющих производственную и юридическую самостоятельность в основе которого лежит соглашение ограничивающее конкуренцию.
Элементы ПП
1) Технологические
2) Нетехнологические операции
Операция – часть ПП, которая как правило выполняется на одном рабочем месте без переналадки оборудования
Технологические– операции, способствующие изменению форм, размеров и т.д. предметов труда.
Нетехнологические –транспортные операции, погрузочно-разгрузочные и т.д.
Виды операций
1) Ручные – выполняемые без применения машин, механизмов, и механизированного инструмента. (рисование)
2) Машинно-ручные – выполняемые на станках с применением ручного инструмента, с помощью машин, при непрерывном участии рабочего (типографские производство)
3) Машинные – выполняемые на станках, установках, агрегатах при ограниченном участии рабочего. (автомобильный конвейер)
Установка, закрепление детали, пуск/остановка станка, снятие детали.
4) Автоматизированные – выполняемые на автоматизированных линиях и оборудовании
5) Аппаратурные – характеризуются выполнением машинных и автоматических операций в специальных агрегатах (колоннах, печах, установках и т.д.)
Вспомогательные процессы
1) Простые – процессы в которых предметы труда подвергаются последовательному ряду связанных между собой операций, в результате чего получаются частично готовые продукты труда (детали, заготовки)
2) Сложные – процессы предметами труда в которых являются продукты труда простых процессов. В результате чего получаются сложные изделия. (сборка изделия из деталей)
ПП на предприятии находятся в постоянном взаимодействии по горизонтали и вертикали
 ТМЦ –товарно-материальные ценности
ТМЦ –товарно-материальные ценности
ОПФ –основные производственные фонды
ТР –трудовые ресурсы
ГП –готовая продукция
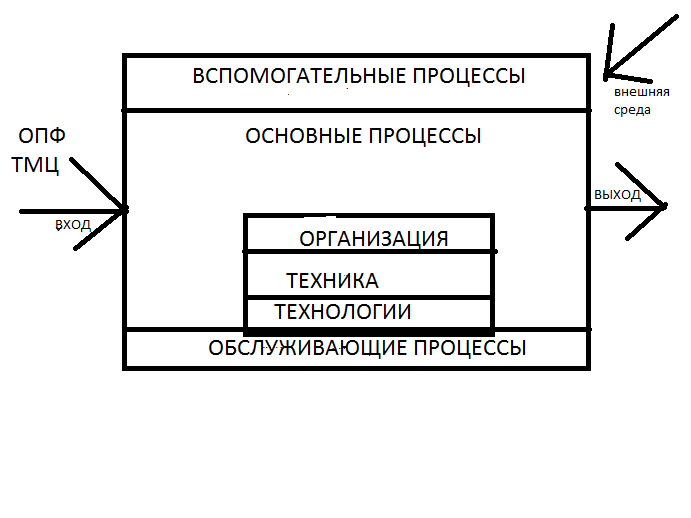
Данный рисунок иллюстрирует взаимосвязи ПП по горизонтали для производства готовой продукции предприятию необходимы ПМЦ ОПФ и ТП
Организация производства предполагает такое сочетание данных элементов при котором под действием основных вспомогательных и обслуживающих процессах достигается максимальный результат, выраженный готовой продукцией.
Основные процессы в рамках предприятия определяются организацией, техникой и технологией под влиянием внешней среды.
Рассмотрим взаимосвязи ПП по вертикали 
Взаимосвязи ПП по вертикали осуществляется следующим образом:
На предприятии (1) все производственные подразделения, цехи и участки (2) находятся во взаимодействии друг с другом и объединены межпроизводственными связями (4) при непосредственном влиянии внешней среды(5). При этом первичным звеном данной системы является рабочее место (3)
Элементы ПЦ
1) Время трудовых процессов (Ттп)
1.1) Время технологических операций (Тто) – время операций, в результате которых происходит превращение предметов труда в готовую продукцию, а также совершаются подготовительно-заключительные операции. В рамках организации производства рассматривается возможность снижения времени ПЦ. Снижение Тто достигается за счет совершенствования технологических процессов и повышения технологичности конструкции изделия, также возможно применение автоматизации производства и внедрения скоростных режимов.
1.2) Время нетехнологических операций (Тнто) – включает время на транспортировку предметов труда и готовой продукции, а также время на проведение операций по контролю качества изделия. Снижение Тнто может быть достигнуто при перепланировке оборудования на основании принципа прямоточности и внедрения автоматизированного оборудования и проведения комплексной механизации.
2) Время естественных процессов (Те)-время процессов которые связаны с охлаждением деталей после термообработки, сушкой деталей после окраски, старением металла и т.д. в современных условиях хозяйствования время естественных процессов уменьшается за счет их замены технологическими операциями
3) Время перерывов (Тп)
3.1)Межоперационные перерывы (Тмо) – данные перерывы связаны с временем партийности (Тпар) и временем ожидания (Тож)
3.1.1) Перерывы партийности – происходят потому, что каждая деталь в рамках партии аналогичных деталей пролеживает дважды: Один раз – до начала обработки
Второй раз – по окончанию обработки
Пока, вся партия не пройдет через данную операцию. НАПРИМЕР: при обработке партии деталей в количестве 100 штук и трудоемкости выполнения (обработки) каждой детали по 5 минут, 8-ая деталь будет пролеживать до начала обработки 35 минут, а после обработки 460 минут.
3.1.2) Перерывы ожидания –образуются при несогласованной продолжительности смежных операций технологического процесса. Данные перерывы возникают в случаях, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место предназначенное для выполнения следующей операции.
Сокращение межоперационных перерывов может быть достигнуто за счет перехода от последовательного типа обработки деталей к параллельному.
3.2) Время межцеховых перерывов(Тмц) – обусловлено тем, что сроки окончания составных частей сборочных единиц в разных цехах различно и детали пролеживают в ожидании комплектности. Снижение данных перерывов достигается за счет сближения различных стадий производства в территориальном отношении
3.3) Междусменные перерывы (Тмс)
3.3.1)Нерабочие дни –устанавливаются в соответствии с производственным календарем утверждаемым правительством РФ.
3.3.2)Перерывы между сменами
3.3.3.)Обеденные перерывы
Данные перерывы могут быть снижены за счет изменения режима работы на предприятии:
А) Трехсменная работа (3 смены по 8 часов)
Б) Организация непрерывного производства.
Для вскрытия резервов сокращения ПЦ прибегают к фотографии ПЦ, а затем анализируя фотографии выявляют резервы (неиспользованные возможности) снижения продолжительности ПЦ.
III. Параллельный вид
Суть данного вида заключается в том, что детали передаются с одной операции на другую поштучно или транспортными партиями немедленно после окончания их обработки ( независимо от времени выполнения смежных операций).
Продолжительность производственного цикла при данном виде обработки рассчитывается по формуле
Т=р(  ) + (n-p) *
) + (n-p) * 
–операция производственного процесса имеющая наибольшую продолжительность
(РЕШЕНИЕ В ТЕТРАДИ)
Алгоритм построения графика
1) Первостепенно строится технологический цикл для первой детали (партии) по всем операциям без перерыва
2) Находится операция с наибольшей продолжительностью (  и для нее выстраивается производственный цикл без перерывов как при последовательном типе обработки.
и для нее выстраивается производственный цикл без перерывов как при последовательном типе обработки.
3) Для всех остальных деталей производственный цикл достраивается в соответствии со здравым смыслом.
Преимущества
1) Наименьшая продолжительность времени производственного цикла
2) Равномерную загрузку
Недостатки
1) Усложнение управляемости данного типа деталей по операциям
2) Наличие внутриоперационных перерывов, что способствует снижению дисциплины труда
НАИБОЛЕЕ ЭКОНОМИЧЕСКИ ЦЕЛЕСООБРАЗНЫЙ ЯВЛЯЕТСЯ ПАРАЛЛЕЛЬНАЯ ОБРАБОТКА
| Вид передачи детали | |||||||
| Показатель | последовательный | последовательно - параллельный | параллельный | ||||
| Т | |||||||
| tпр | |||||||
| Тпр | |||||||
| отклонение | |||||||
| абсолютное мин | абсолютное мин | абсолютное % | абсолютное % | ||||
| 5столбец=3-2 | 6столбец=4-2 | ||||||
| -6 | -8 | ||||||
| -6 | -8 | ||||||
| -18 | -24 | 21\42 | |||||
Требования к эффективной производственной структуре
1)Простота ПС, предполагающая достаточный и ограниченный состав производственных подразделений
При анализе ПС необходимо оценивать масштаб управляемости в рамках предприятия, цехов и т.д.
2)Отсутствие дублирующих производственных звеньев
3)Обеспечение прямоточности производственного процесса на основе рационального размещения производственных подразделений
4)Пропорциональность производственной мощности, цехов, участков и т.д. их равное пропускная способность
5)Стабильные формы специализации и кооперирование цехов и участков
6)Гибкость производственной структуры
Типы ПС
1)Комплексная производственная структура - включающая все стадии конкретного производственного процесса
2)Специализированные – включающая отдельные стадии производственного процесса
Элементы ПС
1)Цехи, хозяйства, службы
2)Участки, отделения
3)Рабочие места
ПС следует относить к лишь подразделения производственного назначения.
Подразделения не производственного назначения (медпункты, базы отдыха) в ПС не относят.
Основным структурным подразделением предприятия является ЦЕХ – обособленное подразделение предприятия в организационном и технологическом смыслах выполняющая определенную часть производственного процесса
Цех выполняет определенные ограниченные функции обусловленные характером кооперации труда на предприятии.
На большинстве промышленных предприятий цех является основной структурной единицей однако большинство мелких и средних предприятий могут быть построены на безцеховых структурах.
Виды цехов
1)Основные – цехи в которых выполняются основные процессы, т.е они непосредственно связаны с изготовлением основной продукции предназначенной для реализации. Данные цехи оказываю определяющие на технико-экономические показатели (ТЭП) работы предприятия.
2)Вспомогательные цехи – способствуют выпуску основной продукции, создавая условия для нормальной работы основных цехов. Оснащают их инструментом и приспособлениями обеспечивают запчастями, проводят планово-предупредительные ремонты (ППР), обеспечивают энергетическими ресурсами. Число вспомогательных цехов и их размеры зависят от масштаба производства и состава основных цехов
3)Подсобные цехи – осуществляют подготовку основных материалов для цехов, а также изготавливающие тару для упаковки продукции.
4)Побочные цехи – изготавливающие продукцию из отходов сырья и материалов основного и вспомогательного производств, а также предприятия утилизирующих или перерабатывающих отходов.
Принципиальная схема ПС 
Формирование ПС происходит при создании предприятия, а также в результате непрерывного процесса его развития. ПС в значительной мере влияет на формы построения производственного процесса в пространстве, а также оказывает влияние на структуру органов управления предприятия.
Факторы выбора ПС
1)Размер и масштабы производства на предприятии
2)Конструктивные особенности продукции определяющие состав и характер производственных процессов, а следовательно обуславливают состав производственных подразделений
3)Объем производства по каждому виду продукции оказывающие влияние на дифференциацию производственной структуры, на сложность внутри производственных связей между ними. Чем больше объем производства, тем крупнее цехи и участки и ниже их специализация
4)Номенклатура и ассортимент выпускаемой продукции. Данные факторы определяют сложность производственной структуры (чем больше ассортимент и номенклатура, тем более сложна ПС)
5)Формы специализации подразделений предприятия. Оказывают влияние на предметную или технологическую специализацию подразделений.
6)Формы кооперирования с другими предприятиями по выпуску конкретных видов продукции, что позволяет реализовать часть производственных процессов за пределами предприятия.
7)Нормативы численности и управляемости производственных подразделений. Данные показатели определяются количеством рабочих занятых в цехах и на участках и существенно влияет на размеры предприятий
8)Характер производственного процесса в основных, вспомогательных, обслуживающих (побочных, подсобных) цехах
9)Состав оборудования и технологическое оснащение оборудования (универсальное, специальное, автоматизированные и конвейерные линии)
10)Возможности и способности производства быстро перестраиваться на выпуск нового вида продукции
Основная цель и задача ПС предприятия это обеспечение рациональной организации производства в пространстве.
Показатели анализа ПС
1) Размер производственных подразделений по размерам, по количеству и стоимости ОПФ, по численности.
2) Степень централизации основных цехов. Например как соотношение объемов работ вспомогательного цеха (основного) к общему объему работ соотношение между основными и вспомогательными подразделениями по численности, стоимости основных средств и т.д.
3) Пропорциональность входящих в состав предприятия подразделений
4) Уровень специализации отдельных производственных подразделений
5) Соотношение между цехами
6) Эффективность пространственного размещения предприятия, определяющаяся коэффициентом застройки территории – отношение площади занимаемой зданиями к площади всей территории предприятия
7) Характер взаимосвязи между подразделениями – количество подразделений через которые проходит предмет труда, протяженность транспортных маршрутов, грузооборот)
Виды ПС предприятия
1) Технологическая структура – предполагает четкую технологическую обособленность отдельных видов производств. При такой структуре в цехах выполняется определенная часть технологического процесса, состоящая из нескольких однотипных операций при широкой номенклатуре обрабатываемых деталей.
Недостатки
1.1) Нарушается принцип прямоточности, затрудняется взаимодействие между цехами
1.2) Увеличивается длительность производственного цикла за счет перемещения предметов труда, а следовательно увеличиваются объемы незавершенного производства (НЗП)
1.3) Ограничивается ответственность руководителей подразделений за выполнение только определенной части производственного процесса
2) Предметная структура -предполагает специализацию основных цехов предприятия и их участков на изготовление определенного вида изделия или его части. Для данного типа структуры характерна высокая степень разнообразия оборудования, но узкая номенклатура выпуская изделий
Преимущества
1.1)Легкость в управлении данными цехами, так как все операции по изготовлению изделия находятся в рамках одного подразделения и контролируются одним руководителем
1.2)Сокращение времени производственного цикла
1.3)Минимизация межоперационных перерывов
Недостатки
1.1)Ограничена номенклатура продукции
1.2)Реализация данной структуры ограничивается объемами производства, т.е данная структура применима на крупных предприятиях с высоким уровнем объема производства
1.3)Низкая степень гибкости производства, что способствует возникновению необходимости в дорогостоящих инвестициях при изменении спроса на продукцию
Технологическая и предметная структуры на предприятии в чистом виде используются довольно редко чаще применяют смешанную структуру
3) Предметно-технологическая (смешанная) структура – характеризуется наличием на одном предприятии цехов и участков специализированных по предметному и технологическому принципам
Виды производственных участков
1) Технологические – выполняют определенные операции технологического процесса
2) Предметные. Образование предметных участков означает уменьшение номенклатуры выпускаемых изделий, а также производство продукции со схожими конструктивно-технологическими признаками
Виды предметных участков
2.1) Производство конструктивно и технологически однородных деталей
2.2) Производство конструктивно разнородных деталей весь технологический процесс изготовления которых состоит из однородных операций.
2.3) Производство всех деталей узла мелкой сборочной единицы или всего изделия в целом.
Кроме этого на предприятиях могут также создаваться смешанные участки, однако это является экономически нецелесообразным так как усложняет взаимосвязи данного участка с другими участками цеха
Плюсы
1)Повышение производительности труда
2)Повышение качества продукции
3)Создание более широких возможностей автоматизации и механизации производства
4)Облегчение управления
5)Повышение эффективности производства
Минусы
1)Потеря значительной части прибыли при изменении спроса
2)Возникновение зависимости от поставщиков
Специализация тесно связана с кооперированием производства. По сути, это две стороны одного процесса, поэтому в экономическом плане их необходимо рассматривать в единстве.
Дифференциация –увеличение номенклатуры выпускаемой продукции
Виды целостности
1) Производственная идентичность –техническая близость нового и текущего видов производства
2) Управленческая идентичность – имеет место в том случае, когда у двух видов бизнеса одинаковые принципы организации производства
3) Рыночная идентичность – возникает в том случае, когда старый и новый продукт используются одними и теми же потребителями. То есть когда совпадают подходы к организации маркетинга
Мотивы дифференциации
1)Технико-технологическая
1.1) Полная загрузка оборудования
1.2) Альтернативные варианты производства
2)Экономическая – перераспределения капитала из одних отраслей в другие, расширение доли рынка
3)Финансовый – распределение рисков между большим объемом производств
4)Социальные – создание новых рабочих мест
5)Стратегические – приспособление к коньюктуре рынка
Плюсы
1)Рост объема продаж
2)Страхование от колебаний спроса
Минусы
1) Снижение управляемости
2) Возникновение дополнительных затрат
Кооперирование –установление длительных производственных связей по совместному изготовлению продукции между специализированными цехами, предприятиями и отраслями
Кооперирование является следствием специализации.
Предпосылкой кооперирования является наличие постоянной потребности в определенных материалах, полуфабрикатах и готовых изделиях в рамках конкретных предприятий. Кооперирование организуется при наличии свободных производственных мощностей на предприятии.
Экономическая эффективность кооперирования во многом зависит от эффективности специализации, однако эффект от кооперирования возможен лишь тогда, когда производство той или иной продукции на стороне (на кооперированном предприятии) обходится дешевле, чем собственное производство за счет эффекта масштаба. Эффект масштабапредполагает снижение издержек на единицу продукции за счет условно-постоянных расходов. Как и специализация, кооперирование может быть технологическим, предметным и смешанным.
Степень кооперирования определяется показателями
Недостатки концентрации
1)высокая концентрация может привести к потере управляемости
2)концентрированное предприятие как правило имеет нерациональную структуру основных средств (имеются излишки), а также нерациональную структуру выпускаемой продукции (имеются излишки готовой продукции на складах, а также значительные объемы незавершенного производства НЗП)
Комбинирование производства –объединение в составе одного предприятия разнородных производств.
Данное объединение происходит на организационной, технологической и экономической основах, образуя при этом единый производственный комплекс расположенный на одной территории и имеющий общую производственную структуру.
Для оценки уровня комбинирования используют показатели
1) Количество и стоимость продукции производимых на предприятии из исходного сырья
2) Удельный вес сырья в конечном продукте.
3) Удельный вес побочной продукции в общем объеме продукции
В зависимости от характера производства технологии и объединения в рамках производственного процесса отдельных стадий переработки материалов выделяют следующие формы комбинирования
Преимущества
1.1) Снижение зависимости от поставщиков сырья, материалов топлива и т.д
1.2) Сокращение транспортных расходов (перемещение предметов и продуктов труда осуществляется в рамках одного предприятия)
1.3) Минимизация складских запасов
1.4) Сокращение управленческих расходов
Комбинированное предприятие как правило состоит из группы производств, предприятий, которые управляются из единого центра (управляющей компании).
Коэффициент автоматизации
Данный показатель, характеризует степень автоматизации производства, а также показывает резервы предприятия по повышению уровня автоматизации
Ка=na/no
Числитель – число автоматизированных единиц оборудования
Знаменатель – общее число единиц оборудования
Кае= 0
Кас= 0,5
Кам= 1
1.2) Удельный вес ручных работ в общей трудоемкости производственного процесса.Показывает какую долю в общей трудоемкости занимают ручные операции
Круч=tp/T
Числитель – трудоемкость ручных работ
Знаменатель – трудоемкость всей производственной программы
Круче= 1
Кручс= 0,5
Кручм= 0
1.3) Показатель размещения оборудования.Характеризует определенную организацию движения предметов в процессе производства в рамках производственного подразделения. При расчете данного коэффициента учитывается возможность объединения оборудования в производственные системы (конвейеры, поточные линии и т.д.)
Kn=nn/no
Knе= 0
Knс= 0,5
Knм= 1
Числитель – число единиц оборудования, объединенных в единую технологическую системы
Знаменатель – общее число единиц оборудования
Коэффициент специализации
Кспец= 
Кспец -> 10
Кспец= 2…10
Кспец= 1…2
Коэфициент серийности
Ксер=r/tшт
r – такт выпуска изделий
tшт – среднее штучное время по операциям технологического процесса
r= 
t’шт = 
Fэф – эффективный фонд рабочего времени
 –объем выпуска (запуска) деталей в единицу времени
–объем выпуска (запуска) деталей в единицу времени

 технологического процесса
технологического процесса
m – число операций
Ксерс=20
Ксерм<2
Коэффициент массовости
KM= 
KMс < 1
KMм > 1
Организация производства на предприятии
Ильдяков Александр Валерьевич.
Учебник - Фатхудинов
Последнее изменение этой страницы: 2016-07-22
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...