Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
Маршрутная карта изготовление зубчаотого колеса
| N | Содержание операции | Модель оборуд. | Технолог Оснастка | Изм. Инструмент | Tосн | Tшт |
| Заготовительная Заготовка поковка нормальной точности L =258 h=55 ГОСТ | ||||||
| Токарно-винторезная Установ 1. Переход1. Подрезать торец . Переход 2. Растачивать отверстие с ϕ 75 до ϕ78 начерно Переход 3. Растачивать отверстие с ф78до Φ 80 начисто Установ.2 Переход4. Точить наружный диаметр с ϕ258 до ϕ253 Переход5. Точить наружный диаметр начисто с ϕ253 до ϕ250 Переход6 Снять фаски на наружном диаметре 3x45° Переход7. Подрезать торец Переход8. Снять фаски на наружном диаметре 3X45° | 1K62 | Резец Проходной отогнутый T15K10 Гост 18877-73 Резец отогнутый расточной T15K10 Резец проходной упорный ГОСТ 18873-73 | ШЦ1 ГОСТ155-80 Микрометр Гост 6507-90 | |||
| Долбежная Долбить шпоночную канавку h=4 ,b=10 | Долбяк | |||||
| Горизонтально-фрезерная Установ.1 переход | 6P82 | Фреза дисковая модульная P6M5 | ШЦ1 ГОСТ 155-80 Зубомер УДГ | |||
| Термическая Калить зубья HRC 49-57 | Печь раквела | Твердомер Роквела | Твердомер Роквела | |||
| Контрольная | ШЦ1 ГОСТ 155-80 Зубомер ,Микрометр |
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| листв |
| КП 15.02.01№21ПЗ |
Эскизы операций ,режимы обработки и нормы времени при изготовление детали








Указания по смазке оборудования .Карта Смазки
Правильная и регулярная смазка станка имеет большие значения для нормативной его эксплуатации и долговечности. При подготовке станка к пуску необходимо промывать сетку фильтра в керосине ,затем в соответствии с картой смазки и схемой смазки заполнить резервуары смазкой и смазать указанные каретки механизмы. Смазку проводить смазочными материалами, указанными в карте смазки , приведены в перечене смазочных материалов.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| лист |
| КП 15.02.01№21ПЗ |
| Смазочные механизмы | Тип Смазки | Марка смазочного материала | Периодичность смазки или Замена масла | Номер смазываемой точки по схеме смазки | Количества заливаемого Масла |
| Шпиндельная бабка Фартук Каретка и поперечные салазки суппорта Задние опоры ходового винта и ходового вала Резцовые салазки суппорта и опоры винта привода поперечных салазок Задняя бабка Сменные шестерни Резцедержатели | Автоматическая централизованная Автоматическая Полуавтоматическая Ручная ˃˃ ˃˃ ˃˃ ˃˃ | И-20А ГОСТ20799-75 И-30А ГОСТ20799-75 И-30А ГОСТ20799-75 И-30А ГОСТ20799-75 И-30А ГОСТ20799-75 И-30А ГОСТ20799-75 Солидол , ГОСТ4366-76 И-30А ГОСТ20799-75 | 1 раз в 6 месяцев Замена масла При плановых осмотрах и ремонтах 2 раза в смену еженедельно 1 раз в смену еженедельно ежедневно 1раз в смену | Заливка-6 слив 4 Заливка-6 Слив-4 | 17(3,74) 1,5 (0.33) из резервуара фартука 0,03(0,066) 0,02 (0,004) 0,2 (0,04) 0,1 кг (0.22 англ фунта ) (0,01(0,02) |
Проверка оборудования после капитального ремонта .Порядок передачи в эксплуатацию
Проверка токарно-винторезного станка 1К62 по нормам точности перед пуском в эксплуатации
В первую очередь проверка на геометрическую точность
Проверка на геометрическую точность
Радиальное и осевое биение шпинделя передней бабки

Шпиндель проворачиваем от руки на 2 оборота ,определяем их показатель (наибольший из показаний )
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| лист |
| КП 15.02.01№21ПЗ |
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| лист |
| КП 15.02.01№21ПЗ |
Проверка
Параллельность оси шпинделя направляющих станины станка

Показание индикатора снимают в 2х положение (И1 и И2)
При вращение шпинделя и перемещение суппорта на длину l=200мм
Результат испытание равен =разности показаний
Проверка совпадение осей передней и задней бабки

Действие те же ,что и во втором пункте
Названные оправки проводят ремонтники ,сначала на геометрическую точность потом на технологическую точность
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| лист |
| КП 15.02.01№21ПЗ |
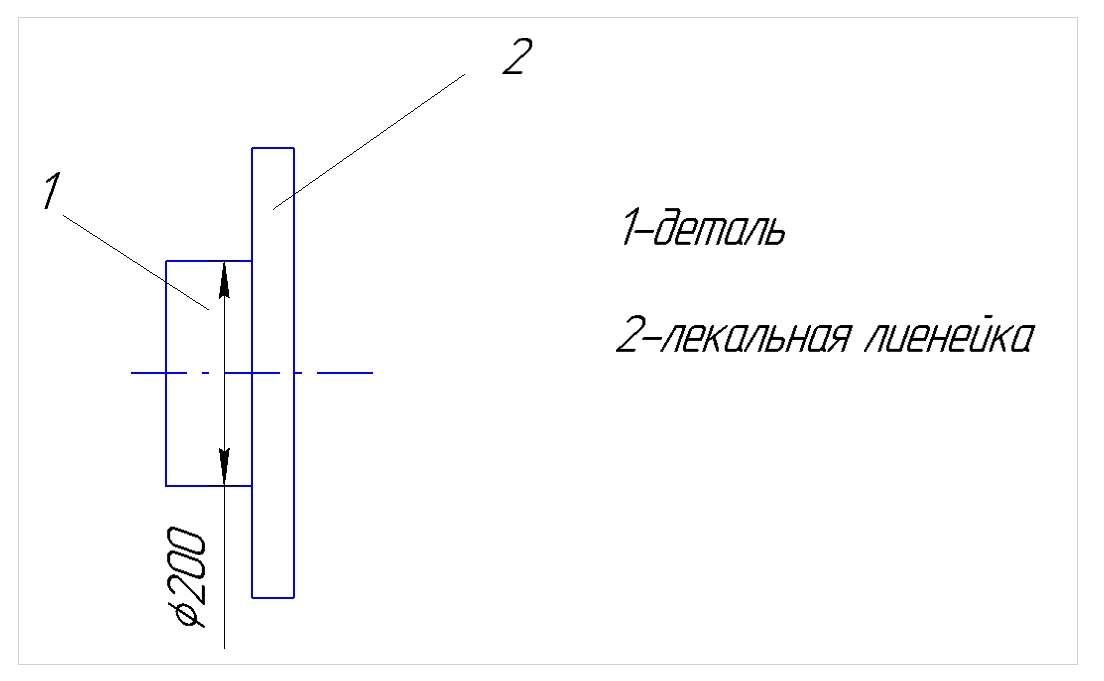
Проверка на технологическую точность
Точность цилиндрической поверхности образца обработанного на станке определяется постоянством диаметра в любом месте (сечения то есть в любом месте
Технологическая
Допуск 0,020 мм
Проверка на плоскостность торцевой поверхности
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| лист |
| КП 15.02.01№21ПЗ |
Последнее изменение этой страницы: 2016-08-28
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...