Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
Дефектування гільз циліндрів двигуна
ЖУРНАЛ ЛАБОРАТОРНИХ РОБІТ
з дисципліни „Основи технології виробництва
і ремонту автомобілів”
Виконав: студент групи __________
_____________________________________
Прийняв: _____________________
_______________________________
Рівне, 2013
Лабораторна робота №1
Дефектування гільз циліндрів двигуна
Мета роботи:вивчити методику дефектування гільз циліндрів двигунів.
Забезпечення роботи: гільзи циліндрів 130-1002020, стіл, нутромір індикаторний НІ 100-160, мікрометри МК 100-125 і МК 125-150.
Конструктивно-технологічні характеристики гільзи циліндрів.Гільзи характеризуються відносно малою товщиною стінок, великими діаметрами і довжиною, високою точністю і низькою шорсткістю посадочних і робочих поверхонь. Гільзи працюють у важких умовах: під дією високих температур і великих тисків при згорянні робочої суміші, на робочих поверхнях відбувається абразивне спрацьовування, причому найбільш інтенсивне - спостерігається в зоні руху верхнього компресійного поршневого кільця.
Гільзи після остаточної обробки сортують по розмірних групах, а для підвищення точності з’єднання „гільза - поршень” застосовують селективне складання (табл. 1.1). Розбивання гільз на розмірні групи дозволяє правильно комплектувати пари „гільза - поршень” для одержання необхідного теплового зазору між поверхнями гільзи і поршня. При складанні комплектують пари однієї розмірної групи.
Таблиця 1.3
Розмірні групи гільз циліндрів і поршнів номінального і ремонтних розмірів
| Розмір | Діаметр отвору гільзи, мм | Діаметр юбки поршня, мм | Маркування групи |
Номінальний


| 100,06…100,05 100,05…100,04 100,04…100,03 100,03…100,02 100,02…100,01 100,01…100,00 | 100,02…100,01 100,01…100,00 100,00…99,99 99,99…99,98 99,98…99,97 99,97…99,96 | Е (А) Д (АА) Г (Б) В (ББ) Б (В) А (ВВ) |
1-й ремонтний


| 100,56…100,55 100,55…100,54 100,54…100,53 100,53…100,52 100,52…100,51 100,51…100,50 | 100,52…100,51 100,51…100,50 100,50…100,49 100,49…100,48 100,48…100,47 100,47…100,46 | М Г) Л (ГГ) К (Д) И (ДД) З (Е) Ж (ЕЕ) |
2-й ремонтний


| 101,06…101,05 101,05…101,04 101,04…101,03 101,03…101,02 101,02…101,01 101,01…101,00 | 101,02…101,01 101,01…101,00 101,00…100,99 100,99…100,98 100,98…100,97 100,97…100,96 | Т (Ж) С (ЖЖ) Р (И) П (ИИ) О (К) Н (КК) |
3-й ремонтний


| 101,56…101,55 101,55…101,54 101,54…101,53 101,53…101,52 101,52…101,51 101,51…101,50 | 101,52…101,51 101,51…101,50 101,50…101,49 101,49…101,48 101,48…101,47 101,47…101,46 | (Г) (ГГ) (Д) (ДД) (Е) (ЕЕ) |
Конструктивними елементами гільзи є дзеркало, зовнішня поверхня, верхній і нижній посадочні пояски з канавками під ущільнення, буртик.
Гільзи циліндрів двигуна ЗиЛ-130 виготовляють з сірого чавуну СЧ18, твердістю НВ 196. Гільза має вставку з легованого чавуну твердістю НВ 156...197. Вимоги до точності розмірів в межах ІТ 6-7, нециліндричність - не більше 0,02 мм. Шорсткість поверхні під поршень -  0,32 мкм.
0,32 мкм.
Види дефектів.В процесі роботи двигуна на гільзу діють сили тертя, внутрішні напруги в металі, вібрація, агресивні середовища тощо, які спричиняють спрацьовування, порушення поверхні (задирки, риски, корозія), механічні пошкодження (тріщини, відколи). Спрацьовування та корозійні пошкодження отвору під поршень усувають обробкою під ремонтний розмір. При спрацьовуванні спряжувальних поясків гільзи, зокрема двигуна ЗиЛ-130, бракують. Гільзи деяких інших двигунів відновлюють нарощуванням (наплавленням, металізацією, електролітичним осадженням, нанесенням синтетичних композиційних сумішей) з подальшою обробкою під початковий розмір.
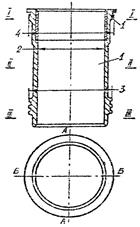
Технічні умови на дефектування гільзи двигуна ЗиЛ-130 наведені в табл.1.2, схеми вимірювань – на рис.1.1.
Таблиця 1.1
Технічні умови на дефектування гільз циліндрів двигуна ЗиЛ-130
| Дефект | Спосіб виявлення | Розміри, мм | Спосіб усунення дефекту | |||||||||||
| номінальні | допустимі без ремонту | допустимі для ремонту | ||||||||||||
| Сколювання чи тріщини будь-якого розміру та розташування | Огляд. Лупа. Гідравлічні випробування під тиском 0,3…0,4 МПа | - | - | - | Бракувати. | |||||||||
| Спрацьовування і (або) задирки дзеркала гільзи | Нутромір НІ 100-160 | 100+0,06 | 100,06 | Більше 100,06 | Розточити до ремонтного розміру. Бракувати при розмірі більше 101,56 мм | |||||||||
| ремонтні розміри: 1 – 100,05+0,06; 2 - 101+0,06; 3 – 101,05+0,06 | ||||||||||||||
| Спрацьовування нижнього пояска | Мікрометр МК 125-150 | 122-0,04 | 121,94 | - | Бракувати при розмірі менше 121,94 мм | |||||||||
| Спрацьовування верхнього пояска | Мікрометр МК 100-125 | 125-0,04 | 124,94 | - | Бракувати при розмірі менше 124,94 мм | |||||||||
| Втрата натягу вставки гільзи | Щуп товщиною 0,03 мм, шириною 10 мм | Бракувати, якщо щуп входить у зазор, який утворився, на глибину більше 15 мм | ||||||||||||
| Таблиця 1.2
Результати вимірювань отвору під поршень
Діаметр верхнього пояска, мм - Діаметр нижнього пояска, мм -
| |||||||||||||
| Рис. 1.1. Схема вимірювань гільзи циліндрів | ||||||||||||||
Висновок:
Лабораторна робота №2
Дефектування колінчастого вала
Мета роботи:вивчити методику дефектування колінчастого вала.
Забезпечення роботи: колінчастий вал двигуна ЗіЛ-130, стіл лабораторний, плита перевірочна, призми, мікрометр МК 100, МК 75, МК 50, нутромір індикаторний НІ 18-50, НІ 50-100, штангенциркулі ШЦ ІІІ-125-0,1, ШЦ ІІ-160-0,05, штатив, індикатор ІЧ-10, шаблони радіусні, калібри, глибиномір мікрометричний МГ-0-100, штангенрейсмус.
Конструктивно-технологічні характеристики.Колінчастий вал має від двох до восьми опорних корінних шийок і до восьми шатунних. Двохопорні вали найчастіше застосовують у мікролітражних двигунах, трьох- і п’ятиопорні - у двигунах середньолітражних автомобілів, а семиопорні та вали з більшим числом опор – у двигунах великих легкових і вантажних автомобілів.
Колінвали виготовляють з противагами чи без них. Кривошипи розташовують під кутом 180° чи 120°, рідше - під кутом 90°. Передня шийка має звичайно пази під сегментні шпонки, задній кінець виконують з фланцем чи без нього. Між фланцем і задньою шийкою розташовують маслозгінні канавки.
Колінчастий вал двигуна ЗіЛ-130 виготовляють зі сталі 45. Корінні і шатунні шийки гартують СВЧ до НRC 52...62 на глибину 2,5...4,0 мм.
Види дефектів.В процесі роботи на колінчастий вал діють сили тертя, вібрація, знакозмінні навантаження тощо, які породжують спрацьовування, порушення якості поверхні шийок (задири, риски, кородування), механічні пошкодження (тріщини, дефекти різьб). Приховані дефекти контролюють за допомогою магнітних, ультразвукових дефектоскопів.
Виявлені дефекти усувають обробкою під ремонтні розміри, слюсарно-механічною обробкою, наплавленням. Деформовані елементи усувають обробкою тиском - правленням.
Технічні умови на дефектуванняколінчастого вала наведені в табл. 2.1, схеми вимірювання елементів вала – на рис. 2.1. Результати замірів розмірів шатунних і корінних шийок оформити в табл. 2.2.
Результати вимірювання шийок
| Шийка | Пояс вимірювань | Площина вимірювань | Номери шийок | ||||
| Корінна | І-І | А-А Б-Б | |||||
| Овальність | |||||||
| ІІ-ІІ | А-А Б-Б | ||||||
| Овальність | |||||||
| Конусність | А-А Б-Б | ||||||
| Шатунна | І-І | А-А Б-Б | |||||
| Овальність | |||||||
| ІІ-ІІ | А-А Б-Б | ||||||
| Овальність | |||||||
| Конусність | А-А Б-Б |

|

| 
|
| а | б | в |
Рис. 2.1. Схема вимірювання корінних (а) і шатунних шийок (б) та радіуса кривошипа (в)
Радіус кривошипа -  .
.
Лабораторна робота №3
Дефектування картера КПП
Мета роботи:вивчити методику дефектування картера коробки переміни передач.
Забезпечення роботи: картер КПП автомобіля ЗІЛ-130, нутроміри індикаторні НІ 100-160, НІ 50-100, НІ 30-50, перевірна лінійка, щуп-набір №2, різьбові калібри, лупа, ремонтне креслення блоку.
Конструктивно-технологічна характеристика картера КПП. Основними конструктивними елементами картера коробки передач є спряжувані поверхні отворів під підшипники ведучого, проміжного, веденого валів, вісь блоку шестерень заднього ходу, привалкові поверхні під кришку коробки передач, кришки підшипників, кріплення коробки передач до картера зчеплення тощо. Установчою базою картера коробки передач є поверхня кріплення коробки передач до картера зчеплення.
Вимоги до точності розмірів картера коробки передач - в межах 7…9 квалітетів, відхилення форми (нециліндричність, неплощинність) - не більше 0,01…0,02 мм, відхилення розташування (непаралельність, неперпендикулярність) – 0,02…0,05 мм на 100 мм довжини.
Вид, характер дефектів, способи їх усунення. В процесі роботи на картер коробки передач діють сили тертя, внутрішні напруження в металі, вібрації, агресивні середовища тощо. Всі ці фактори спричиняють спрацьовування, порушення якості поверхонь (задирки, риски, корогування), механічні пошкодження (тріщини, відколи, обломи, дефекти різьб) та відхилення розташування (непаралельність, не перпендикулярність, короблення тощо).
Спрацьовування, механічні та корозійні пошкодження усувають обробкою під ремонтні розміри, постановкою додаткової деталі, нарощуванням поверхонь з наступною обробкою.
Шліцевих валів, підшипників
Мета роботи:вивчити методику дефектування шатунів, циліндричних зубчастих коліс, шліцевих валів і підшипників
Забезпечення роботи: Шатун в зборі, пристрій для перевірки шатунів, нутроміри індикаторні НІ - 18-30 , НІ 50 - 100, мікрометр МК 50, шаблони 184,5 мм , динамометричний ключ .
Шестерня 3-ої передачі веденого валу КПП, штангензубомір ШЗ - 18, нутромір індикаторний НІ 50 - 100, калібри, лупа .
Вал ведений КПП, мікрометри МК 50, МК 75 , штангензубомір ШЗ - 18 калібр різьбовий М 33х1,5.
Шарикопідшипники радіальні, пристрій для визначення радіального зору, мікрометри МК 25, МК 50, МК 75, нутроміри НІ 18–30, 30-50, 50-100, лупа .
ЖУРНАЛ ЛАБОРАТОРНИХ РОБІТ
з дисципліни „Основи технології виробництва
і ремонту автомобілів”
Виконав: студент групи __________
_____________________________________
Прийняв: _____________________
_______________________________
Рівне, 2013
Лабораторна робота №1
Дефектування гільз циліндрів двигуна
Мета роботи:вивчити методику дефектування гільз циліндрів двигунів.
Забезпечення роботи: гільзи циліндрів 130-1002020, стіл, нутромір індикаторний НІ 100-160, мікрометри МК 100-125 і МК 125-150.
Конструктивно-технологічні характеристики гільзи циліндрів.Гільзи характеризуються відносно малою товщиною стінок, великими діаметрами і довжиною, високою точністю і низькою шорсткістю посадочних і робочих поверхонь. Гільзи працюють у важких умовах: під дією високих температур і великих тисків при згорянні робочої суміші, на робочих поверхнях відбувається абразивне спрацьовування, причому найбільш інтенсивне - спостерігається в зоні руху верхнього компресійного поршневого кільця.
Гільзи після остаточної обробки сортують по розмірних групах, а для підвищення точності з’єднання „гільза - поршень” застосовують селективне складання (табл. 1.1). Розбивання гільз на розмірні групи дозволяє правильно комплектувати пари „гільза - поршень” для одержання необхідного теплового зазору між поверхнями гільзи і поршня. При складанні комплектують пари однієї розмірної групи.
Таблиця 1.3
Последнее изменение этой страницы: 2016-07-23
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...