Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
Кафедра химической технологии нефти и газа
Кафедра химической технологии нефти и газа
КУРСОВОЙ ПРОЕКТ
на тему:
"Каталитическая изомеризация пентан-гексановой смеси бензиновой фракции"
Выполнил: ст. гр. 431 Москалёв В.М. Проверила: Ромадёнкина С.Б.
Саратов
Оглавление:
1.Введение.
2.Современные требования к качеству автомобильных бензинов.
3.Общая характеристика процесса.
4.История развития процесса.
5.Факторы, влияющие на процесс.
6 Кинетика и механизм процесса.
7 Катализаторы.
8.Таблица. Сравнительная оценка различных типов катализаторов изомеризации.
9.Рис. Принципиальная схема установки ЛИ-150В (высокотемпературная изомеризация фракции н. к. — 62 °С):
10.Выводы.
Введение:
Последние тридцать лет мировая нефтеперерабатывающая промышленность развивается под влиянием жестких требований новых стандартов на моторные топлива, предусматривающих повышение их экологической чистоты.
В связи с этим в большинстве стран проводят дорогостоящие мероприятия, направленные на исключение содержания свинцовых антидетонаторов (тетраэтилсвинца) из композиций автомобильных бензинов.
Впервые закон об охране окружающей среды с ужесточенными требованиями по содержанию ароматических и олефиновых углеводородов, серы и летучести бензинов, а также по снижению содержания тетраэтилсвинца и доведения его содержания до нуля, был разработан в 70-х годах Правительством США [1]. Требования к качеству бензинов у западноевропейских стран приближаются к американским. В бывшем СССР применение этилированных бензинов было запрещено с 1967 г. в Москве, С.-Петербурге и курортной черноморской зоне, в остальных районах Союза допускалось использование высокооктановых бензинов с содержанием тетраэтилсвинца в количестве 0,25-0,5 г/кг.
Переход на неэтилированный бензин в России и за рубежом неодинаков, в связи с различиями в структуре переработки нефти и потребления нефтепродуктов.
В США и Западной Европе содержание ароматических углеводородов в бензинах не должно превышать 25 % и отказ от тетраэтилсвинца проводится за счет увеличения содержания алкилата и изомеризата.
Производство высокооктанового бензина в России увеличивалось вследствие строительства установок каталитического риформинга, что привело к росту в бензинах содержания ароматических углеводородов. В настоящее время необходимо изыскивать новые возможности введения высокооктановых компонентов в бензин. Увеличение мощностей установок по изомеризации парафиновых углеводородов - один из таких способов.
Процесс изомеризации позволяет повышать октановое число бензина путем увеличения в нем содержания изопарафинов и снижения концентрации ароматических углеводородов. Кроме того, снижается чувствительность (разница между октановыми числами, определенными по исследовательскому и моторному методам) такого бензина.
Селективность, а также экономичность и простота технологии процесса изомеризации зависят в первую очередь от применяемых в процессе катализаторов.
Целью данной работы явилась разработка металлцеолитных катализаторов изомеризации пентан-гексановой фракции Астраханского газоперерабатывающего завода.
Товарные автобензины, выпускаемые Астраханским газоперерабатывающим заводом, отличаются большим количеством риформатов и прямогонных фракций, что обуславливает большое содержание ароматических углеводородов, серы и обеспечивает октановое число не более 92. Ограничение содержания ароматики, серы и необходимость достижения высокого октанового числа без содержания свинца - требования, введенные с 01.01.1999г., новым стандартом ГОСТ Р 51105-97 "Топливо для двигателей внутреннего сгорания. Неэтилированный бензин. Технические условия", препятствуют экспорту астраханского бензина в другие регионы России.
В настоящее время легкую бензиновую фракцию НК-62 °С Астраханского газоперерабатывающего завода получают облегченного состава, в связи с вовлечением гексанов в процесс каталитического риформинга, и используют в качестве компонента при компаундировании товарных автобензинов. Повышение температуры начала отбора сырья каталитического риформинга позволит обогатить легкую бензиновую фракцию гексанами, создавая предпосылки для строительства установки изомеризации.
Проведенные исследования бензиновой фракции, выкипающей до 62 °С и сырьевой фракции каталитического риформинга позволили установить состав сырьевой фракции каталитической изомеризации, основными компонентами которой являются пентаны и гексаны.
Проведенный анализ литературных данных показал, что изомеризацию пентан-гексановой фракции, получаемой из высокосернистого сырья, целесообразно проводить в присутствии цеолитсодержащих каталитических систем, которые находят все более широкое применение в промышленности.
Превращение пентан-гексановой фракции проводились в присутствии металлцеолитных катализаторов, приготовленных методом пропитки, с использованием цеолитов разных типов и цеолитных носителей с разным силикатным модулем.
Исследование изомеризации пентан-гексановой фракции в присутствии приготовленных катализаторов, показало, что на активность катализатора оказывает влияние методика приготовления, в частности продолжительность пропитки цеолитного носителя водным раствором соли дегидрирующего металла; увеличение силикатного модуля цеолитного носителя приводит к снижению температуры проведения процесса.
Проведенный физико-химический анализ катализаторов, приготовленных на основе цеолитных носителей с разным силикатным модулем показал, что его увеличение приводит к снижению кислотности катализатора, а, следовательно, и активности каталитической системы.
Предложена технологическая схема изомеризации пентан-гексановой фракции Астраханского газоконденсата на металлцеолитных каталитических системах. Учитывая компонентный состав сырьевой фракции, в технологическую схему включены блоки: деизопентанизации, включающий ректификационную колонну для разделения изопентанов;
разделения углеводородов нормального строения от соответствующих изомеров на молекулярных ситах из сырьевой фракции и изомеризата; изомеризации, включающий реакторный блок и колонну стабилизации.
Предложенная установка каталитической изомеризации пентан-гексановой фракции является рентабельной, со сроком окупаемости до 5,1 года.
Таким образом, применение процесса изомеризации легкой бензиновой фракции на Астраханском газоперерабатывающем заводе позволит улучшить технологические показатели высокооктанового товарного бензина и тем самым повысит его конкурентоспособность на рынке экологически чистых бензинов.
Таблица. Сравнительная оценка различных типов катализаторов изомеризации

Выводы, исходя из изложенного материала, сводятся к следующему:
1. Первые два типа катализаторов (фторированные и цеолитные), несмотря на высокую устойчивость к действию каталитических ядов и технологичность эксплуатации, не отвечают современным требованиям нефтепереработки. Из-за низкой глубины изомеризации октановое число изомеризата «за проход» не превышает 78 пунктов даже для цеолитных катализаторов. Но еще большее значение имеют чрезмерно высокие эксплуатационные затраты схем с рециклом низкооктановых изомеров. Поэтому для цеолитных катализаторов еще встречаются схемы с рециклом н-пентана, но практически отсутствуют схемы с рециклом гексанов.
2. Два других типа катализаторов – хлорированные и сульфатированные - имеют близкие технологические показатели, но при этом существенно отличаются условиями эксплуатации. Это обусловлено значительно большей чувствительностью хлорированных катализаторов к каталитическим ядам. Необходимость дополнительных стадий адсорбционной доочистки гидрогенизата от воды и серы, постоянной подачи хлорорганических соединений и включения в схему щелочного скруббера делает применение этих катализаторов менее эффективным.
3. Катализаторы на основе сульфатированных оксидов металлов различных фирм-разработчиков могут существенно отличаться. Наиболее высокие показатели по активности и селективности достигнуты на установках изомеризации, работающих на катализаторе СИ-2.
.
Рис. Принципиальная схема установки ЛИ-150В (высокотемпературная изомеризация фракции н. к. — 62 °С):
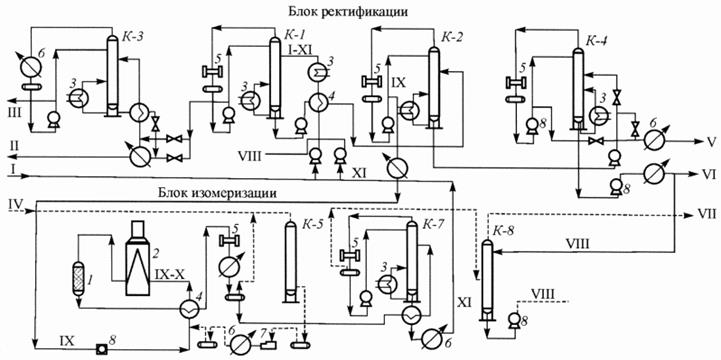
К-1 — изопентановая колонна; К-2 — пентановая колонна; К-3 — бутановая колонна;
К-4 — изогексановая колонна; К-5 — адсорбер-осушитель; К-7 — стабилизатор; К-8 — абсорбер;
1— реактор; 2 — трубчатая печь; 3 — паровые нагреватели; 4 — теплообменники; 5 — воздушные холодильники;
6 —водяные холодильники; 7 — компрессор; 8 — насосы; I — сырье; II — изопентановая фракция; III — бутаны; IV — свежий водород; V — изогексановая фракция; VI — гексановая фракция; VII — жирный газ; VIII — абсорбент; IX — фракция н-пентана на изомеризацию; Х — циркуляционный газ; ХI — стабильный изомеризат
Выводы:
1. Исследованы прямогонные бензиновые фракции Астраханского газоперерабатывающего завода, с целью получения сырья для процесса изомеризации на цеолитсодержащих катализаторах;
2. Установлена эффективность применения в процессе изомеризации пентан-гексановой фракции цеолитов на основе фожазита и НЕБМ-б;
3. Установлена зависимость влияния продолжительности пропитки цеолитного носителя раствором дегидрирующего металла на показатели процесса изомеризации пентан-гексановой фракции;
Установлено, что оптимальная продолжительность пропитки для цеолитного носителя на основе фожазита У - 20 ч, для цеолитного носителя на основе морденита М - 16 ч;
4. Показано, что увеличение силикатного модуля цеолитного носителя приводит к снижению температуры процесса, при этом существенный вклад в конверсию вносят реакции крекинга;
5. Установлено, что эффективной каталитической системой изомеризации пентан-гексановой фракции является образец 0,5%Рс1/НУ, с силикатным модулем цеолитного носителя
Оптимальными условиями проведения процесса изомеризации пентан-гексановой фракции для данного образца являются: температура 280 °С, отношение водород:сырье равное 2, давление 0,1 МПа.
Межрегенерационный пробег равен 60 часам. После регенерации катализатор полностью восстанавливает свои свойства.
6. С помощью физико-химического метода термопрограммируемой десорбции аммиака, исследованы образцы 0,5Рс1/НУ с разными силикатными модулями цеолитного носителя. Установлено, что высокой кислотностью обладает образец, проявляющий высокую каталитическую активность в изомеризации пентан-гексановой фракции - 0,5%Рс1/НУ (8Ю2/А120з=12).
7. Для использования цеолитного катализатора в процессе изомеризации пентан-гексановой фракции Астраханского газоконденсата предложена технологическая схема с рециклом н-пентана, н-гексана и метилпентанов с помощью ректификации для грубого разделения и на молекулярных ситах для тонкого разделения парафинов нормального и изо-строения.
Предложенная технологическая схема рентабельна. Капитальные вложения окупаются в течение 5,1 года.
Активность и селективность разных образцов - с различным составом каркаса непосредственно связана с кислотными свойствами цеолитного носителя. Как известно,сновной вклад в кислотность декатионированных пентасилов и цеолитов других структурных типов вносят протонные (бренстедовские) кислотные центры. Концентрация этих центров зависит от числа атомов алюминия в элементарной ячейке цеолитов. В соответствии с этим, доля кислотных центров снижается, по мере уменьшения содержания алюминия (т.е. по мере увеличения мольного отношения БЮг/АЬОз в цеолите . Судя по результатам, представленным в п. 3.3.13.3.2, существует оптимальная концентрация алюминия в цеолитах, которая обеспечивает протекание превращения н-парафинов С5-С6 преимущественно в сторону образования продуктов изомеризации без значительного крекинга.
Сравнивая показатели процесса исследуемых образцов можно сделать вывод, что высокими показателями в изомеризации пентан-гексановой фракции обладает катализатор 0,5% с1/НУ, цеолитный носитель которого имеет силикатный модуль равный 12.
Список литературы:
1. Капустин В.М., Кукес С.Г., Бертолусини Р.Г. Нефтеперерабатывающая промышленность США и бывшего СССР. М.: Химия, 1995. С. 305
2. Махлин В.А. Современные проблемы нефтепереработки и нефтехимического синтеза. // Нефтехимия. 1998. том 38. № 1. С. 75-79
3. Дюрик Н.М., Князьков АЛ., Овчинников Т.Ф., Есипко Е.А. Перспективы производства высокооктановых автомобильных бензинов в ОАО "Славнефть-Ярославнефтеоргсинтез". // Нефтепереработка и нефтехимия. 2001 №6, С. 9-12
4. Данилов A.M. Улучшение экологических характеристик нефтяных топлив. М.: Химия, 1996. С. 231
5. Чернышева Е.А., Осина И.В., Глаголева О.Ф. Особенности производства товарного бензина из прямогонных бензиновых фракций. // Наука и технология углеводородов. 2001. №3. С. 33-38
6. Cooper В. П., Knadsen K.G. (Haldor Topsoe A/S, Denmark) Current Trends in Motor Fuels and the Requirements for New Technologies. // Тез. Докл. I Российской конференции "Актуальные проблемы нефтехимии", Москва, 17-20 апр.2001 г. С. 384.
7. Левенбук М.И., Каминский Э.Ф., Глаголева О.Ф. О некоторых проблемах российской нефтепереработки. // Химия и технология топлив и масел. 2000 №2, С. 6-11
8. Канделаки Т.Л., Мельникова С.А., Тарханова А.Я. Марки нефтяных топлив Российской Федерации и мира. М.:ИнфоТЭК-КОНСАЛТ, 2000г., С. 170.
9. Ab 2005 nur noch unverleites Benzin in Europa // Erdol-Erdgas-Kohle 1998 №3. C. 110-112.
10. Сайфуллин Н.Р.Абдульминев К.Г Ахметов А.Ф. Экологические аспекты производства автомобильных бензинов. // Нефтепереработка и нефтехимия. 1998. №7. С. 42-47
11. Жоров Ю.М. Изомеризация углеводородов. М.: Химия, 1983. С. 304
12. Бурсиан Н.Р. Технология изомеризации парафиновых углеводородов. JL: Химия, 1985. С. 192
13. Егиазаров Ю.Г., Савчиц М.Ф., Устиловская Э.Я. Гетерогенно-каталтическая изомеризация углеводородов. Мн.: Наука и техника, 1989. С.310
14. Справочник современных процессов переработки нефти. Нефть, газ и нефтехимия за рубежом. 1993. №6. С. 114
15. Технология изомеризации парафиновых углеводородов. JL: Химия, 1985. С. 225
16. Изомеризация углеводородов. В сб.: ГИВД НПО Леннефтехим от Ипатьева до наших дней. М.: ЦНИИТЭнефтехим, 1992.
17. Овчинникова Т.Ф., Бройтман А.З., Хвостенко H.H., Евтушенко В.М. Получение высокооктановых бензинов с улучшенными экологическими характеристиками. // Химия и технология топлив и масел. 1998, №1 С. 7-8.
18. Нефедов Б.К. Перспективы производства и применения катализаторов в нефтепереработке и нефтехимии. // Химия и технология топлив и масел. 1991, № 1.С. 2-3.
19. Варшавский О.М., Феркель Е.В. Освоение процесса изоселектоформинга на установке Л-35/11-300//Нефтепереработка и нефтехимия. 1996. № 1. С. 6-7
20. Бровко В.П., Бурсиан Н.Р., Варшавский О.М. и др. Изоселектоформинг на установке Л-35-11.//Химия и технология топлив и масел. 1991, № 12. С. 2-3.
21. Залищевский Г.Д. Бензиновая стратегия КИНЕФ // Нефтепереработка и нефтехимия 2000 г. № С. 17-19
22. Танатаров М.А., Ахметов А.Ф., Шипикин В.В., Георгиевский В.Ю., Хурамшин А.З. Производство неэтилированных бензинов. // Тематический обзор, ЦНИИТЭнефтехим, 1981.
23. Процесс Репех изомеризации легких бензиновых фракций. //
24. Нефтепереработка и нефтехимия. 1994, № 9. С. 3-5.
25. Процесс Пенекс-Плас изомеризация парафинов С5-С7. // Нефтехимия и нефтепереработка. 1994. № 6 С. 8-9
26. П. Дж. Кучар, Дж.С. Брикер, М.Е. Рено, P.C., Хайцман, Дсс Плейнз. Усовершенствование процесса изомеризации парафинов. // Техническая конференция ЮОП по нефтепереработке- Москва. 14-15 мая, 1997.
27. Jep offers three new process technologies/ // Oil and Gas J. 1992, 90. № 47. C. 36
28. Три новых процесса изомеризации углеводородной фракции // Oil and Gas J. 1992.- 90, № 47.- С. 36
29. Бурсиан Н.Р., Орлов Д.С., Шакун А.Н. Катализ на сверхкислотах. М.: ЦНИИТЭнефтехим, 1979. С. 51
30. Танатаров М.А., Ахметов А.Ф. Пути получения высокооктановых неэтилированных бензинов АИ-93 на действующих НПЗ. // В кн. Новейшие достижения в области нефтепереработки и нефтехимии. Тез. Докл. Респуб. Конференции. Уфа. 1981. С. 29-32.
31. Катализатор изомеризации и его использование. Пат. 625781, Австрия. Sachtier Andriaan I.W., Lanson Joe R., UOP. 1992.
32. Asselin G.F., Ward D.I., The UOP Penex Process for C5/C6 Isomerisation. UOP Technology Seminars, Leningrad, 1974.
33. Сеттерфильд Ч. Практический курс гетерогенного катализа // Пер. с анг. М.: Мир, 1984. С. 328.
Кафедра химической технологии нефти и газа
КУРСОВОЙ ПРОЕКТ
на тему:
"Каталитическая изомеризация пентан-гексановой смеси бензиновой фракции"
Выполнил: ст. гр. 431 Москалёв В.М. Проверила: Ромадёнкина С.Б.
Саратов
Оглавление:
1.Введение.
2.Современные требования к качеству автомобильных бензинов.
3.Общая характеристика процесса.
4.История развития процесса.
5.Факторы, влияющие на процесс.
6 Кинетика и механизм процесса.
7 Катализаторы.
8.Таблица. Сравнительная оценка различных типов катализаторов изомеризации.
9.Рис. Принципиальная схема установки ЛИ-150В (высокотемпературная изомеризация фракции н. к. — 62 °С):
10.Выводы.
Введение:
Последние тридцать лет мировая нефтеперерабатывающая промышленность развивается под влиянием жестких требований новых стандартов на моторные топлива, предусматривающих повышение их экологической чистоты.
В связи с этим в большинстве стран проводят дорогостоящие мероприятия, направленные на исключение содержания свинцовых антидетонаторов (тетраэтилсвинца) из композиций автомобильных бензинов.
Впервые закон об охране окружающей среды с ужесточенными требованиями по содержанию ароматических и олефиновых углеводородов, серы и летучести бензинов, а также по снижению содержания тетраэтилсвинца и доведения его содержания до нуля, был разработан в 70-х годах Правительством США [1]. Требования к качеству бензинов у западноевропейских стран приближаются к американским. В бывшем СССР применение этилированных бензинов было запрещено с 1967 г. в Москве, С.-Петербурге и курортной черноморской зоне, в остальных районах Союза допускалось использование высокооктановых бензинов с содержанием тетраэтилсвинца в количестве 0,25-0,5 г/кг.
Переход на неэтилированный бензин в России и за рубежом неодинаков, в связи с различиями в структуре переработки нефти и потребления нефтепродуктов.
В США и Западной Европе содержание ароматических углеводородов в бензинах не должно превышать 25 % и отказ от тетраэтилсвинца проводится за счет увеличения содержания алкилата и изомеризата.
Производство высокооктанового бензина в России увеличивалось вследствие строительства установок каталитического риформинга, что привело к росту в бензинах содержания ароматических углеводородов. В настоящее время необходимо изыскивать новые возможности введения высокооктановых компонентов в бензин. Увеличение мощностей установок по изомеризации парафиновых углеводородов - один из таких способов.
Процесс изомеризации позволяет повышать октановое число бензина путем увеличения в нем содержания изопарафинов и снижения концентрации ароматических углеводородов. Кроме того, снижается чувствительность (разница между октановыми числами, определенными по исследовательскому и моторному методам) такого бензина.
Селективность, а также экономичность и простота технологии процесса изомеризации зависят в первую очередь от применяемых в процессе катализаторов.
Целью данной работы явилась разработка металлцеолитных катализаторов изомеризации пентан-гексановой фракции Астраханского газоперерабатывающего завода.
Товарные автобензины, выпускаемые Астраханским газоперерабатывающим заводом, отличаются большим количеством риформатов и прямогонных фракций, что обуславливает большое содержание ароматических углеводородов, серы и обеспечивает октановое число не более 92. Ограничение содержания ароматики, серы и необходимость достижения высокого октанового числа без содержания свинца - требования, введенные с 01.01.1999г., новым стандартом ГОСТ Р 51105-97 "Топливо для двигателей внутреннего сгорания. Неэтилированный бензин. Технические условия", препятствуют экспорту астраханского бензина в другие регионы России.
В настоящее время легкую бензиновую фракцию НК-62 °С Астраханского газоперерабатывающего завода получают облегченного состава, в связи с вовлечением гексанов в процесс каталитического риформинга, и используют в качестве компонента при компаундировании товарных автобензинов. Повышение температуры начала отбора сырья каталитического риформинга позволит обогатить легкую бензиновую фракцию гексанами, создавая предпосылки для строительства установки изомеризации.
Проведенные исследования бензиновой фракции, выкипающей до 62 °С и сырьевой фракции каталитического риформинга позволили установить состав сырьевой фракции каталитической изомеризации, основными компонентами которой являются пентаны и гексаны.
Проведенный анализ литературных данных показал, что изомеризацию пентан-гексановой фракции, получаемой из высокосернистого сырья, целесообразно проводить в присутствии цеолитсодержащих каталитических систем, которые находят все более широкое применение в промышленности.
Превращение пентан-гексановой фракции проводились в присутствии металлцеолитных катализаторов, приготовленных методом пропитки, с использованием цеолитов разных типов и цеолитных носителей с разным силикатным модулем.
Исследование изомеризации пентан-гексановой фракции в присутствии приготовленных катализаторов, показало, что на активность катализатора оказывает влияние методика приготовления, в частности продолжительность пропитки цеолитного носителя водным раствором соли дегидрирующего металла; увеличение силикатного модуля цеолитного носителя приводит к снижению температуры проведения процесса.
Проведенный физико-химический анализ катализаторов, приготовленных на основе цеолитных носителей с разным силикатным модулем показал, что его увеличение приводит к снижению кислотности катализатора, а, следовательно, и активности каталитической системы.
Предложена технологическая схема изомеризации пентан-гексановой фракции Астраханского газоконденсата на металлцеолитных каталитических системах. Учитывая компонентный состав сырьевой фракции, в технологическую схему включены блоки: деизопентанизации, включающий ректификационную колонну для разделения изопентанов;
разделения углеводородов нормального строения от соответствующих изомеров на молекулярных ситах из сырьевой фракции и изомеризата; изомеризации, включающий реакторный блок и колонну стабилизации.
Предложенная установка каталитической изомеризации пентан-гексановой фракции является рентабельной, со сроком окупаемости до 5,1 года.
Таким образом, применение процесса изомеризации легкой бензиновой фракции на Астраханском газоперерабатывающем заводе позволит улучшить технологические показатели высокооктанового товарного бензина и тем самым повысит его конкурентоспособность на рынке экологически чистых бензинов.
Последнее изменение этой страницы: 2016-08-11
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...