Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
Физико-химические свойства катализаторов
Каталитическая активность твердых кислотно-основных катализаторов обусловлена наличием на их поверхности кислотных центров. Поэтому кислотность является одной из основных характеристик цеолитных катализаторов.
Для определения кислотных свойств катализаторов используют различные физико-химические методы. Но в последние годы наиболее интенсивно используются хроматографические методы. С помощью хроматографических методов можно измерить концентрацию и силу кислотных центров на поверхности катализатора в условиях, близких к условиям реального каталитического процесса.
Для определения кислотных свойств цеолитных катализаторов, исследуемых в данной работе, был использован вариант хроматографического метода, называемый методом программированной термодесорбции. Суть метода заключается в том, что после насыщения поверхности катализатора основанием, а именно аммиаком, проводят его десорбцию и измеряют то количество аммиака, которое необратимо адсорбируется на катализаторе при данной температуре после удаления обратимо адсорбируемого (в результате ступенчатого подъема температуры и десорбции основного количества ЫНз при изотермических условиях).
Катарометр - прибор, позволяющий детектировать изменения в составе газовой смеси по изменению теплопроводности. В данном случае катарометр детектирует наличие газа-адсорбата в токе газа носителя при адсорбции (или термопрограммируемой десорбции) и посылает сигнал на АЦП 14 (аналогово-цифровой преобразователь), позволяющего передавать аналоговой сигнал катарометра в компьютер 15, где обрабатывается с помощью программы «Экохром».
Методика проведения термопрограммируемой десорбции.
Проведение термопрограммируемой десорбции аммиаком состоит из следующих этапов:
1. Взвешивание навески 0,5 см3 исследуемого образца;
2. Восстановление исследуемого образца в токе водорода при температуре 500 °С, г>=3000 ч"1, в течение 1 ч;
3. Прокаливание в токе инертного газа, в данном случае гелия, при температуре 500 С, и=3000 ч'1, в течение 1 ч и охлаждение в токе гелия до комнатной температуры;
4. Адсорбция аммиаком. Адсорбция проводится порциями по 2,9 мл, до полного насыщения им образца;
5. Термопрограммируемая десорбция в токе гелия при линейной скорости нагревания 20 °С/мин. Десорбция проводится по достижению температуры равной 600 °С.
4.3 Обсуждение результатов термопрограммируемой десорбции исследуемых образцов.
Термопрограммируемой десорбции подвергали катализаторы, приготовленные на основе цеолитного носителя типа Y, с разными силикатными модулями. Методы приготовления катализаторов описаны в главе II, исследование каталитической активности катализаторов представлены в главе III.
Спектры термопрограммируемой десорбции аммиаком на исследуемых образцах представлены на рис. 4.7. Спектры, полученные экспериментальным путем, были подвергнуты деконволюции с помощью программы Microcal Origin на пики типа Гаусса (приложение 4-7). Зависимость необратимой хемсорбции аммиака от температуры представлена в приложении 3.
На спектрах ТПД можно выделить три температурных области десорбции, причем наиболее характерные области наблюдаются у спектра ТПД NH3 с образца 0,5%Pd/HY Si02/Al203=12, (т.е. катализатор, цеолитный носитель которого имеет модуль, М, равный 12), приложение 5. Первый пик на кривой ТПД в области 152°С относится к слабосвязанному аммиаку, отнесение остальных двух наблюдаемых на спектре пиков к определенному типу можно сделать на основании имеющихся в литературе данных. Так, в [113] высокотемпературный пик в спектрах ТПД аммиака с цеолитов относят к адсорбции NH3 на сильных льюисовских центрах, а в [114] его связывают с адсорбцией NH3 на сильных кислотных ОН-группах, которые в ИК-спектрах проявляются полосой 3600 см"1. Таким образом, однозначное отнесение пиков десорбции аммиака к определенному типу в литературе отсутствует.
Таким образом, высокотемпературный пик (температура 471 °С) можно отнести как к центрам Бренстеда, так и Льюиса, а низкотемпературный пик (278 °С) относится, по-видимому, к слабым кислотным центрам.
При разложении кривой спектра термопрограммируемой десорбции на пики типа Гаусса можно рассчитать кислотную силу центров, представляющихся на спектре высокотемпературным и низкотемпературным пиками.
Таблица. Сравнительная оценка различных типов катализаторов изомеризации

Выводы, исходя из изложенного материала, сводятся к следующему:
1. Первые два типа катализаторов (фторированные и цеолитные), несмотря на высокую устойчивость к действию каталитических ядов и технологичность эксплуатации, не отвечают современным требованиям нефтепереработки. Из-за низкой глубины изомеризации октановое число изомеризата «за проход» не превышает 78 пунктов даже для цеолитных катализаторов. Но еще большее значение имеют чрезмерно высокие эксплуатационные затраты схем с рециклом низкооктановых изомеров. Поэтому для цеолитных катализаторов еще встречаются схемы с рециклом н-пентана, но практически отсутствуют схемы с рециклом гексанов.
2. Два других типа катализаторов – хлорированные и сульфатированные - имеют близкие технологические показатели, но при этом существенно отличаются условиями эксплуатации. Это обусловлено значительно большей чувствительностью хлорированных катализаторов к каталитическим ядам. Необходимость дополнительных стадий адсорбционной доочистки гидрогенизата от воды и серы, постоянной подачи хлорорганических соединений и включения в схему щелочного скруббера делает применение этих катализаторов менее эффективным.
3. Катализаторы на основе сульфатированных оксидов металлов различных фирм-разработчиков могут существенно отличаться. Наиболее высокие показатели по активности и селективности достигнуты на установках изомеризации, работающих на катализаторе СИ-2.
.
Рис. Принципиальная схема установки ЛИ-150В (высокотемпературная изомеризация фракции н. к. — 62 °С):
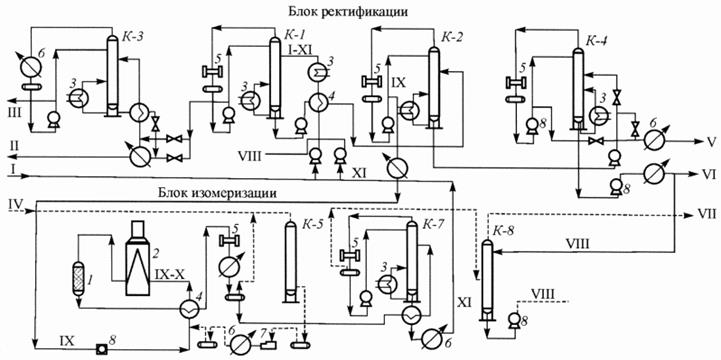
К-1 — изопентановая колонна; К-2 — пентановая колонна; К-3 — бутановая колонна;
К-4 — изогексановая колонна; К-5 — адсорбер-осушитель; К-7 — стабилизатор; К-8 — абсорбер;
1— реактор; 2 — трубчатая печь; 3 — паровые нагреватели; 4 — теплообменники; 5 — воздушные холодильники;
6 —водяные холодильники; 7 — компрессор; 8 — насосы; I — сырье; II — изопентановая фракция; III — бутаны; IV — свежий водород; V — изогексановая фракция; VI — гексановая фракция; VII — жирный газ; VIII — абсорбент; IX — фракция н-пентана на изомеризацию; Х — циркуляционный газ; ХI — стабильный изомеризат
Выводы:
1. Исследованы прямогонные бензиновые фракции Астраханского газоперерабатывающего завода, с целью получения сырья для процесса изомеризации на цеолитсодержащих катализаторах;
2. Установлена эффективность применения в процессе изомеризации пентан-гексановой фракции цеолитов на основе фожазита и НЕБМ-б;
3. Установлена зависимость влияния продолжительности пропитки цеолитного носителя раствором дегидрирующего металла на показатели процесса изомеризации пентан-гексановой фракции;
Установлено, что оптимальная продолжительность пропитки для цеолитного носителя на основе фожазита У - 20 ч, для цеолитного носителя на основе морденита М - 16 ч;
4. Показано, что увеличение силикатного модуля цеолитного носителя приводит к снижению температуры процесса, при этом существенный вклад в конверсию вносят реакции крекинга;
5. Установлено, что эффективной каталитической системой изомеризации пентан-гексановой фракции является образец 0,5%Рс1/НУ, с силикатным модулем цеолитного носителя
Оптимальными условиями проведения процесса изомеризации пентан-гексановой фракции для данного образца являются: температура 280 °С, отношение водород:сырье равное 2, давление 0,1 МПа.
Межрегенерационный пробег равен 60 часам. После регенерации катализатор полностью восстанавливает свои свойства.
6. С помощью физико-химического метода термопрограммируемой десорбции аммиака, исследованы образцы 0,5Рс1/НУ с разными силикатными модулями цеолитного носителя. Установлено, что высокой кислотностью обладает образец, проявляющий высокую каталитическую активность в изомеризации пентан-гексановой фракции - 0,5%Рс1/НУ (8Ю2/А120з=12).
7. Для использования цеолитного катализатора в процессе изомеризации пентан-гексановой фракции Астраханского газоконденсата предложена технологическая схема с рециклом н-пентана, н-гексана и метилпентанов с помощью ректификации для грубого разделения и на молекулярных ситах для тонкого разделения парафинов нормального и изо-строения.
Предложенная технологическая схема рентабельна. Капитальные вложения окупаются в течение 5,1 года.
Активность и селективность разных образцов - с различным составом каркаса непосредственно связана с кислотными свойствами цеолитного носителя. Как известно,сновной вклад в кислотность декатионированных пентасилов и цеолитов других структурных типов вносят протонные (бренстедовские) кислотные центры. Концентрация этих центров зависит от числа атомов алюминия в элементарной ячейке цеолитов. В соответствии с этим, доля кислотных центров снижается, по мере уменьшения содержания алюминия (т.е. по мере увеличения мольного отношения БЮг/АЬОз в цеолите . Судя по результатам, представленным в п. 3.3.13.3.2, существует оптимальная концентрация алюминия в цеолитах, которая обеспечивает протекание превращения н-парафинов С5-С6 преимущественно в сторону образования продуктов изомеризации без значительного крекинга.
Сравнивая показатели процесса исследуемых образцов можно сделать вывод, что высокими показателями в изомеризации пентан-гексановой фракции обладает катализатор 0,5% с1/НУ, цеолитный носитель которого имеет силикатный модуль равный 12.
Список литературы:
1. Капустин В.М., Кукес С.Г., Бертолусини Р.Г. Нефтеперерабатывающая промышленность США и бывшего СССР. М.: Химия, 1995. С. 305
2. Махлин В.А. Современные проблемы нефтепереработки и нефтехимического синтеза. // Нефтехимия. 1998. том 38. № 1. С. 75-79
3. Дюрик Н.М., Князьков АЛ., Овчинников Т.Ф., Есипко Е.А. Перспективы производства высокооктановых автомобильных бензинов в ОАО "Славнефть-Ярославнефтеоргсинтез". // Нефтепереработка и нефтехимия. 2001 №6, С. 9-12
4. Данилов A.M. Улучшение экологических характеристик нефтяных топлив. М.: Химия, 1996. С. 231
5. Чернышева Е.А., Осина И.В., Глаголева О.Ф. Особенности производства товарного бензина из прямогонных бензиновых фракций. // Наука и технология углеводородов. 2001. №3. С. 33-38
6. Cooper В. П., Knadsen K.G. (Haldor Topsoe A/S, Denmark) Current Trends in Motor Fuels and the Requirements for New Technologies. // Тез. Докл. I Российской конференции "Актуальные проблемы нефтехимии", Москва, 17-20 апр.2001 г. С. 384.
7. Левенбук М.И., Каминский Э.Ф., Глаголева О.Ф. О некоторых проблемах российской нефтепереработки. // Химия и технология топлив и масел. 2000 №2, С. 6-11
8. Канделаки Т.Л., Мельникова С.А., Тарханова А.Я. Марки нефтяных топлив Российской Федерации и мира. М.:ИнфоТЭК-КОНСАЛТ, 2000г., С. 170.
9. Ab 2005 nur noch unverleites Benzin in Europa // Erdol-Erdgas-Kohle 1998 №3. C. 110-112.
10. Сайфуллин Н.Р.Абдульминев К.Г Ахметов А.Ф. Экологические аспекты производства автомобильных бензинов. // Нефтепереработка и нефтехимия. 1998. №7. С. 42-47
11. Жоров Ю.М. Изомеризация углеводородов. М.: Химия, 1983. С. 304
12. Бурсиан Н.Р. Технология изомеризации парафиновых углеводородов. JL: Химия, 1985. С. 192
13. Егиазаров Ю.Г., Савчиц М.Ф., Устиловская Э.Я. Гетерогенно-каталтическая изомеризация углеводородов. Мн.: Наука и техника, 1989. С.310
14. Справочник современных процессов переработки нефти. Нефть, газ и нефтехимия за рубежом. 1993. №6. С. 114
15. Технология изомеризации парафиновых углеводородов. JL: Химия, 1985. С. 225
16. Изомеризация углеводородов. В сб.: ГИВД НПО Леннефтехим от Ипатьева до наших дней. М.: ЦНИИТЭнефтехим, 1992.
17. Овчинникова Т.Ф., Бройтман А.З., Хвостенко H.H., Евтушенко В.М. Получение высокооктановых бензинов с улучшенными экологическими характеристиками. // Химия и технология топлив и масел. 1998, №1 С. 7-8.
18. Нефедов Б.К. Перспективы производства и применения катализаторов в нефтепереработке и нефтехимии. // Химия и технология топлив и масел. 1991, № 1.С. 2-3.
19. Варшавский О.М., Феркель Е.В. Освоение процесса изоселектоформинга на установке Л-35/11-300//Нефтепереработка и нефтехимия. 1996. № 1. С. 6-7
20. Бровко В.П., Бурсиан Н.Р., Варшавский О.М. и др. Изоселектоформинг на установке Л-35-11.//Химия и технология топлив и масел. 1991, № 12. С. 2-3.
21. Залищевский Г.Д. Бензиновая стратегия КИНЕФ // Нефтепереработка и нефтехимия 2000 г. № С. 17-19
22. Танатаров М.А., Ахметов А.Ф., Шипикин В.В., Георгиевский В.Ю., Хурамшин А.З. Производство неэтилированных бензинов. // Тематический обзор, ЦНИИТЭнефтехим, 1981.
23. Процесс Репех изомеризации легких бензиновых фракций. //
24. Нефтепереработка и нефтехимия. 1994, № 9. С. 3-5.
25. Процесс Пенекс-Плас изомеризация парафинов С5-С7. // Нефтехимия и нефтепереработка. 1994. № 6 С. 8-9
26. П. Дж. Кучар, Дж.С. Брикер, М.Е. Рено, P.C., Хайцман, Дсс Плейнз. Усовершенствование процесса изомеризации парафинов. // Техническая конференция ЮОП по нефтепереработке- Москва. 14-15 мая, 1997.
27. Jep offers three new process technologies/ // Oil and Gas J. 1992, 90. № 47. C. 36
28. Три новых процесса изомеризации углеводородной фракции // Oil and Gas J. 1992.- 90, № 47.- С. 36
29. Бурсиан Н.Р., Орлов Д.С., Шакун А.Н. Катализ на сверхкислотах. М.: ЦНИИТЭнефтехим, 1979. С. 51
30. Танатаров М.А., Ахметов А.Ф. Пути получения высокооктановых неэтилированных бензинов АИ-93 на действующих НПЗ. // В кн. Новейшие достижения в области нефтепереработки и нефтехимии. Тез. Докл. Респуб. Конференции. Уфа. 1981. С. 29-32.
31. Катализатор изомеризации и его использование. Пат. 625781, Австрия. Sachtier Andriaan I.W., Lanson Joe R., UOP. 1992.
32. Asselin G.F., Ward D.I., The UOP Penex Process for C5/C6 Isomerisation. UOP Technology Seminars, Leningrad, 1974.
33. Сеттерфильд Ч. Практический курс гетерогенного катализа // Пер. с анг. М.: Мир, 1984. С. 328.
Последнее изменение этой страницы: 2016-08-11
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...