Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
Обработка проволочным электрод-инструментом
Обработка проволочным электрод-инструментом
Геометрические решения
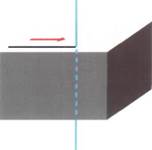
Большие скорости черновой обработки делают очевидным тот факт, что проволока изгибается во время
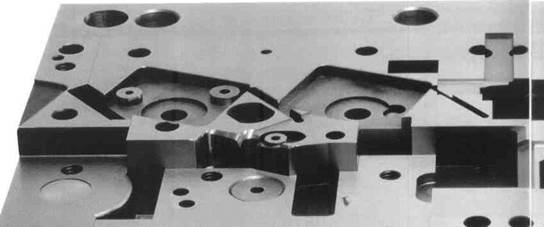
изменения направления. Геометрические деформации на всем пути обработки увеличивают время процесса доводки при обработке углов и малых радиусов.
Чтобы предотвратить это явление, геометрические решения автоматически подключаются к работе машин Robofil серии 1020, если того требуют проблемы, возникающие при прохождении траектории. Они адаптируют процесс обработки для поиска наилучшего возможного соотношения между скоростью подачи проволоки и абсолютным соблюдением геометрических форм.
Значимость направления автоматизации полностью проявляется при обработке сложных деталей
|
|
Стратегии защиты
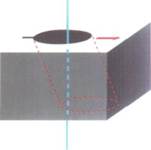
Критическими точками при обработке являются места изменения рельефа, входы и выходы из детали, обработка
|

|
|
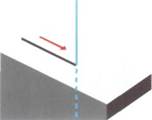
Обработка наклонной плоскости
Вход и выход из детали

|
|

|
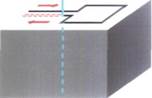
Обработка вблизи кромки детали
Пересечение выпуклой поверхности

|
вблизи кромки детали. Неустановленная интенсивность искры, повышенная скорость или недостаточное охлаждение вызывают разрыв проволоки. Программы защиты автоматически управляют обработкой, оптимизируя скорость, охлаждение и интенсивность тока при обработке.
Обработка выемки
Обработка наклонного отверстия
Возвращение в паз
РОБОФИЛЬ
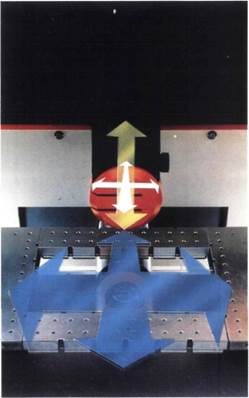
Станок Робофиль позволяет получить очень большую гибкость выполнения обработки самых различных деталей.
Программируемых движений.
Большая автономия.
Автоматическая смазка.
Станок с 5 движениями по X, Y, U, V, Z ведомый числовым управлением
|
Эти оси программируются и имеют привод при обработке. При помощи своего числового управления могущего контролировать более 5 движений Робофиль дает наибольшую широту применений, и удовлетворяет, таким образом, нужду самых требовательных заказчиков.
Автономия
Для достижения наибольшей автономии, станки Робофиль снабжены катушками 4 или 8 кг. Некоторые модели могут иметь катушки 16 кг, в качестве дополнительного оборудования.
Центральная смазка
Станок снабжен системой центральной смазки, которая освобождает оператора от этой работы, и предупреждает его в случае отклонения от нормы.
Расположение и контроль
Дистанционное управление

|
Простота использования.

Многочисленные серии измерений позволяют автоматически и с точностью определить расположение деталей в рабочей зоне. Проверка на разных уровнях геометрии деталей для обработки может быть совершенна при помощи расчетного стола.
Оно включает в себя основные функции регулировки и упрощает манипуляции в рабочей зоне.

|
Меняющийся угол среза
Обработка производится в полностью погруженном состоянии, чтобы ликвидировать возможность обрыва проволоки и чтобы позволить значительные срезы.
Чрезвычайный ходU-V
Все станки Робофиль снабжены столом с U-V больших размеров.
| ХОД |
РОБОФИЛЬ
| 100 200 400 |
±32 мм ±50 мм ±50 мм
Углы срезы
| Высота | Максимальный угол среза | |||
| детали в мм | РОБОФИЛЬ | |||
| ±30° | ±30° | ±30° | ||
| ±24° | ±30° | ±30° | ||
| ±20° | ±30° | ±30° | ||
| ±15° | ±22° | ±22° | ||
| — | ±16° | ±16° | ||
| — | — | ±12° |
Обработка по трафарету
Очень полная гамма геометрических форм в вашем распоряжении: цилиндрическая обработка, коническая, с острыми углами или с постоянными радиусами; переменные углы среза вдоль прямой или по дуге, с перемен-
ным контуром, чтобы обеспечить продолжение плоскостей и наконец в форме лестницы. Все эти трафаретные геометрические формы могут быть запрограммированы.
|
| быть осуществлены в двух направлениях по осям X, Y и Z. Они дают станку большую гибкость использования. |
| Орбитная обработка Прошивная обработка за которым следует орбитное движение. Позволяет обработку в З-х плоскостях. Рабочие оси X, Y и Z. |

Высокие достижения, разнообразие и гибкость обработки доказанны и не имеют себе равных.
Орбитное перемещение (патент ISOCUT ШТ).
Обработка по координатам
Чтобы получить острые углы. Движение по осям X, У и Z. Движение рассчитано автоматически числовым управлением CNC в зависимости от расположения и значения обрабатываемых углов.
|
Типы вывода электрода:
- по запрограммированному ходу (напр.: спиральный, векторный)
-или удаляя электрод от стенок выемки (орбитальный).
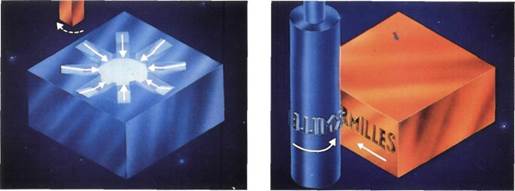
Векторная обработка
Позволяет оставить отпечаток в любом направлении.
Векторная обработка
Привод вращательного движения электроду
по его оси.
|
Векторная обработка
Используемая с вращением электрода, позволяет обработку сложных форм простыми электродами.
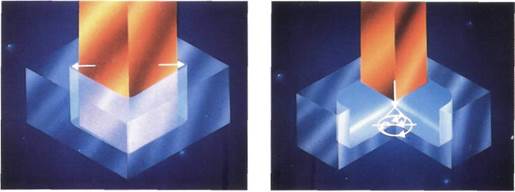
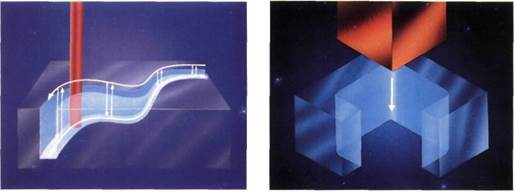
Прошивная обработка
Рабочие оси X, У и Z. Этот цикл обработки использован для обдирки или черной обработки.

|
|
|
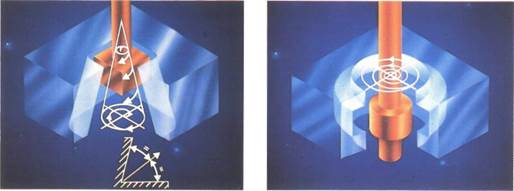
При всех циклах обработки использующих сдвиг по отношению к оси прошивания вывод электрода в аварийной обстановке (замыкание, отравление и т.д.) производится одновременно от всех внутренних поверхностей, по биссектрисе запрограммированного угла.
Конусная обработка
Для обработки положительных и отрицательных
углов среза. Программируемые углы
от 0° до ± 90°.
Работа по осям X, Y и Z.
Движение С (как дополнение) необходимо для работ требующих вращение электрода. При обработке цилиндрической формы, вращение оси С может быть наложено на различные типы движений.
Плоская орбитная обработка
Для выделки кольцевых пазов нарезки и т.д. Рабочие оси X, Y и Z.
Многочисленные циклы обработки:
- прошивание
- векторный
- орбитальный
- направленный
- конический
- цилиндрический
- сферический
- планетарный
- спиральный
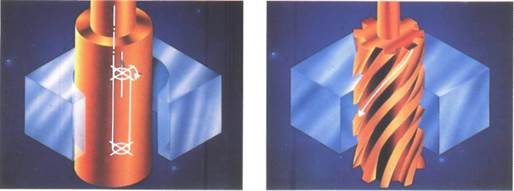
Цилиндрическая обработка
Позволяет дать электроду поступательное движение для черновой обработки с плохими условиями охлаждения. Рабочие оси X, Y и Z.
Спиральная обработка
Позволяет нарезать винты и обрабатывать спиральные нарезки.
|
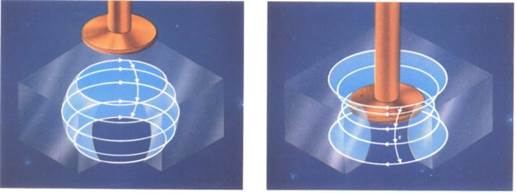
Вогнутая сферическая обработка
Позволяет обрабатывать сферические формы электродами в форме сферы или шаровые сегменты цилиндрическими тонкими электродами. Рабочие оси X, Y и Z.
Выпуклая сферическая обработка
Позволяет обработать сферические формы электродами в форме сферы или шаровые сегменты цилиндрическими тонкими электродами. Рабочие оси X, Y и Z.
Обработка проволочным электрод-инструментом
Геометрические решения
Большие скорости черновой обработки делают очевидным тот факт, что проволока изгибается во время
изменения направления. Геометрические деформации на всем пути обработки увеличивают время процесса доводки при обработке углов и малых радиусов.
Чтобы предотвратить это явление, геометрические решения автоматически подключаются к работе машин Robofil серии 1020, если того требуют проблемы, возникающие при прохождении траектории. Они адаптируют процесс обработки для поиска наилучшего возможного соотношения между скоростью подачи проволоки и абсолютным соблюдением геометрических форм.
Значимость направления автоматизации полностью проявляется при обработке сложных деталей
|
|
|
|
Стратегии защиты
Критическими точками при обработке являются места изменения рельефа, входы и выходы из детали, обработка
|
|
|
|
|
|
Обработка наклонной плоскости
Вход и выход из детали
|
|
|
|
|
|
Обработка вблизи кромки детали
Пересечение выпуклой поверхности
|
|
вблизи кромки детали. Неустановленная интенсивность искры, повышенная скорость или недостаточное охлаждение вызывают разрыв проволоки. Программы защиты автоматически управляют обработкой, оптимизируя скорость, охлаждение и интенсивность тока при обработке.
Обработка выемки
Обработка наклонного отверстия
Возвращение в паз
РОБОФИЛЬ
Последнее изменение этой страницы: 2016-06-09
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...