Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
Права и ответственность электросварщика ручной сварки
Экзаменационная ведомость
на соответствие знаний слушателей курсов по общетехническим и целевым вопросам
программы: «Электросварщик ручной сварки, код 19906, ЕТКС 02»
| № п/п | Учебные предметы | Учебная нагрузка, час. | Форма текущего контроля | Оценка проверки знаний | Подпись преподавателя | Ф.И.О. преподавателя |
| Общетехническая подготовка | Опрос | Зачет | Гирфанов Р.Р. | |||
| Общие сведения о сварке: | Опрос | Экзамен | Зарипов М.З | |||
| Техника выполнения ручной дуговой сварки: | Опрос | Экзамен | Зарипов М.З | |||
| Источники питания | Опрос | Зачет | Каретников Д.В. | |||
| Дефекты и контроль качества сварных соединений | Опрос | Экзамен | Каретников Д.В. | |||
| Техника безопасности при сварке и резке | Опрос | Зачет | Зарипов М.З | |||
| Промышленная и пожарная безопасность | Опрос | Зачет | Каретников Д.В. | |||
| Охрана труда и производственная санитария | Опрос | Зачет | Каретников Д.В. | |||
| Охрана недр и экологическая безопасность | Опрос | Зачет | Каретников Д.В. | |||
| Производственное обучение | Опрос | Экзамен | Зарипов М.З | |||
| Квалификационный экзамен | Опрос | Зарипов М.З |
Руководитель/Зарипов М.З. /

| Отдел дополнительных образовательных программ |

НА ПИСЬМЕННУЮ ВЫПУСКНУЮ РАБОТУ ПО ПРОГРАММЕ:
| «Электросварщик ручной сварки, код 19906, ЕТКС 02» |
| Период учебы | с | по |
в группе № 26 .
| Фамилия | Имя | Отчество | |||||||
| Цель обучения | Профессиональная подготовка специалиста на рабочую профессию | ||||||||
| В качестве по профессии | Электросварщик ручной сварки 3 разряда | ||||||||
| Место работы, учебы | Кафедра технология нефтяного аппаратостроения | ||||||||
С О Д Е Р Ж А Н И Е
1. Общетехническая подготовка: ознакомление с типовыми инструкциями для сварщиков по безопасному производству работ.
____________________________________________________________________________________________________________________________________________________________________________
2. Оборудование и машины: классификация и технические характеристики сварочного оборудования.
___________________________________________________________________________________________________________________________________________________________________________
3. Инструменты и приспособления: классификация сварочных материалов (электродов, сварочной проволоки, флюсов).
____________________________________________________________________________________________________________________________________________________________________________
4. Технология производства работ: подготовка сварочного поста, материалов и принадлежностей, организация безопасного производства сварочных работ.
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
5. Промышленная, пожарная и энерго безопасность:соблюдение правил промышленной, пожарной и энерго безопасности на на объекте (стройплощадка, склад и т.п.)
_____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
6. Охрана труда и производственная санитария: ознакомление с нормативно-технической документацией и стандартами по охране труда, оказание первой помощи пострадавшему
______________________________________________________________________________________________
7. Охрана недр и экологическая безопасность: соблюдение правил по экологической безопасности
_
| Руководитель группы | /Зарипов М.З./ | ||
| Задание получил | / / | ||
| (подпись) | (Фамилия и инициалы) | (Дата) |
|
| ========================================= ========================================= |
| Отдел дополнительных образовательных программ |
|

НА ПИСЬМЕННУЮ ВЫПУСКНУЮ РАБОТУ ПО ПРОГРАММЕ:
| «Электросварщик ручной сварки, код 19906, ЕТКС 02» |
| Фамилия | Имя | Отчество | |||||
| Цель обучения | Самостоятельная работа слушателя курсов по программе в объеме | час. | |||||
1.Объем выпускной работы и графического материала, их соответствие заданию:
Пояснительная записка выпускной работы на _____листах, графический материал на______ листах. Содержание пояснительной записки и графического материала____ соответствует заданию.
2. Актуальность работы и практическое значение:
______________________________________________________________________________________________________________________________________________________________________________________________________________________________
3. Профессиональная эрудиция, умение излагать мысли, пользоваться справочными данными, пользоваться компьютером при работе с информационным материалом:
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
4. Качество оформления выпускной работы:
___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
5. Характеристика на слушателя за период его учебной работы: ________________________
___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________
6. Замечания руководителя: _______________________________________________________
___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
7. Оценка руководителя: ___________________________________________________________
_________________________________________________________________________________
Руководитель/ Зарипов М.З. /
Выпускная письменная работа на тему:
| 1. | Безопасное производство сварочных работ |
Содержание
| Ввод в дисциплину стр.1 | |
| Общетехническая подготовка стр.3 | |
| Должностные обязанности и требования к квалификации стр.3 | |
| Права и ответственность электросварщика ручной сварки стр.3 | |
| Оборудование ручной дуговой сварки стр.4 | |
| Технология работ ручной дуговой сварки стр.5 | |
| Промышленная, пожарная и энерго безопасность стр.8 | |
| Охрана труда и помощь пострадавшему стр.10 | |
| Экология стр.11 | |
| Литература стр.15 |
г. Уфа
Ввод в дисциплину
Электросварка - это процесс получения неразрывных соединений с использованием электрической энергии.
Дуговая сварка - процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации дуговая сварка подразделяется:
ручная дуговая сварка
полуавтоматическая дуговая сварка
автоматическая дуговая сварка
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
электрическая дуга, питаемые постоянным током прямой полярности (минус на электроде)
электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
электрическая дуга питамая переменным током
В зависимости от способов сварки применяют ту или иную полярность. Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают
дугу прямого действия (зависимую дугу)
дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором - дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
Электроды для дуговой сварки бывают
плавящиеся сварочные электроды
неплавящиеся электроды (угольный, графитовый и вольфрамовый)
Дуговая сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше - многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание - сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
открытую
закрытую
полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла - светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе - шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
дуговая сварка с газовой защитой (в среде защитных газов) - сварка в среде углекислого газа, аргонно-дуговая сварка.
дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Электродные покрытия применяются для для создания защитной атмосферы во время плавления, введения легирующих добавок в сварной шов и т.п.
Стабилизирующие электродные покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные электродные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне - и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные электродные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
Общетехническая подготовка
Известно более 60 различных способов сварки, которые подразделяются на две основные группы: сварка плавлением и сварка давлением.
Сварщик работает в основном на предприятиях, изготавливающих металлические изделия и металлоконструкции. Применение сварки необходимо при выполнении строительных, установочных, работ по обслуживанию и ремонтных работ.
Должностные обязанности и требования к квалификации
Основной работой сварщика является подготовка к сварочным работам, сборка конструкции согласно чертежам, осуществление сварочного соединения и контроль результатов. Работа требует умения читать чертежи, знания технологии и свойств материалов.
Сварщик использует в своей работе сварочное и подъёмное оборудование, оборудование для газовой и металлорезки, электрические и механические ручные инструменты, вспомогательные средства. Он должен знать профессиональную технику безопасности и уметь использовать защитные средства, знать о сопутствующих сварке вредных воздействиях на человеческий организм.
Сварщик должен уметь самостоятельно планировать свою работу и быть готовым работать в команде. Профессия сварщика предполагает развитое чувство ответственности, тщательности и точности, так как работа связана с обработкой дорогостоящих материалов. Необходимо пространственное воображение, хорошая координация, физическая форма и зрение.
Сварщик работает как во внутренних помещениях, так и под открытым небом, он должен быть готов работать в неудобном положении, на высоте или при шуме, выдерживать перепады температур. Сварочный газ и дым, выделяемый при сварке, могут вызвать аллергические реакции.
Сварочный пост
Сварочным постом называется рабочее место, оборудованное всем необходимым для производства сварочных работ. Сварочный пост укомплектовывается источником питания, электрическими проводами, электрододержателем, щитком или маской, а также вспомогательными инструментами и приспособлениями.
Сварочные посты могут быть стационарными и передвижными.
В зависимости от рода применяемого тока итипа источника питания сварочные посты принято подразделять на следующие виды:
сварочные посты постоянного тока с питанием от однопостового (или многопостового) сварочного выпрямителя или сварочного преобразователя;
сварочный пост с питанием от сварочного трансформатора.
Стационарные сварочные посты обычно представляют собой открытые сверху кабины. В кабинах устанавливаются рубильники или магнитные пускатели для подключения однопостового сварочного выпрямителя или трансформатора, электрододержатель, рабочий стол на котором располагают приспособления для сборки и зажатия свариваемых изделий, ящики стола используются для инструментов, штучных электродов и т. п. Сушильный шкаф для прокалки электродов. В случае питания сварочных постов от многопостовых выпрямителей, сварочный ток разводят по кабинам шинами или проводами и подключают к балластному реостату.
Передвижные сварочные посты используются для сварки крупногабаритных изделий непосредственно на строительных площадках и на производственных площадях в цехах. Для защиты источников питания от дождя и снега в этом случае устраиваются навесы, а для защиты от излучения дуги устанавливают щиты.
Принадлежности для сварки
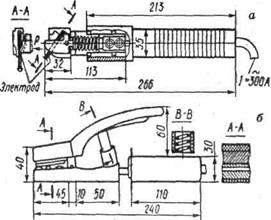
Электрододержатели
Электрододержатели служат для зажатия электродов и подвода к ним сварочного тока. Электрододержатель должен удовлетворять следующим требованиям:
обеспечение быстрого и надежного закрепления электрода;
небольшая масса (до 0,5 кг);
удобство в работе;
надежность изоляций от электрического тока и от нагревания;
обеспечение наиболее полного расплавления электродов;
обеспечение прочного присоединения сварочного провода и надежного электрического контакта.
Существует несколько типов электрододержателей для ручной дуговой сварки (рис. 1). В некоторых электрододержателях для повышения безопасности работы предусмотрено ручное или автоматическое отключение тока в момент прекращения процесса сварки.
Электрододержатели, помимо разделения на типы по конструктивной схеме, подразделяются на три группы в зависимости от силы сварочного тока:
I тип — для силы тока до 125 А;
II тип — 125-315 А;
III тип — от 315 до 500 А.
Щитки и маски
Щитки и маски применяют для защиты глаз и кожи лица сварщиков от вредного воздействия электрических лучей и брызг расплавленного металла и шлака.
 Изготавливают щитки и маски из токонепроводящего материала — черной фетры и пластмасса. Вес щитка или маски не должен быть более 0,6 кг.
Изготавливают щитки и маски из токонепроводящего материала — черной фетры и пластмасса. Вес щитка или маски не должен быть более 0,6 кг.
Щитки и маски имеют защитные стекла — светофильтры. Размеры светофильтров — 52x102 мм. Снаружи светофильтр защищается от брызг металла и шлака обычным оконным стеклом, которое по мере загрязнения заменяется.
Сварочные провода
Ток от силовой сети к сварочным аппаратам подводится обычно по проводам марки КРПТ, от сварочных аппаратов к электрододержателю — по проводам марки ПРГД и ПРГДО с медными жилами или (при отсутствии значительных механических воздействий) проводом АПРГДО с алюминиевыми жилами. Этот провод должен иметь длину не менее 3-х метров. В случае необходимости его можно нарастить проводами марок КРИТ, КРПТН, КРПС, КРПСН и т.п.
Инструменты электросварщика
При производстве ручной дуговой сварки необходим следующий инструмент:
молоток для сбивания шлака и для проставки личного клейма;
стальная щетка для очистки металла от загрязнений перед сваркой и шлака после сварки;
зубило (для вырубки дефектных мест сварного шва);
набор шаблонов для проверки размеров швов;
метр, отвес, угольник, стальная линейка, чертилка;
—молоток.
Спецодежда электросварщика
Спецодежда электросварщика (брюки, куртка и рукавицы) изготавливаются из плотного материала (брезент, сукно и др.). Брюки одевают поверх обуви, куртку поверх брюк, карманы куртки должны иметь клапаны чтобы предохранится от ожогов горячими огарками, которые образуются при смене электродов, и от брызг металла.
Экология
Экология сварочного процесса
Для того чтобы выбор защитной газовой смеси не опирался только на технологические преимущества той или иной смеси,
специалисты компании MESSER помогут Вам понять и избежать традиционных ошибок и догм в экологии сварочного
производства.
В результате сварочного процесса в воздух выбрасываются различные химические соединения, газы, оксиды металлов.
Также происходит световое, инфракрасное и ультрафиолетовое излучение, исходящие от сварочной дуги.
Каждый из этих факторов можно нивелировать, устранить или снизить в результате определенных мероприятий.
В любом случае необходимо ответственно подходить к решению вопросов, связанных с экологией сварочных процессов.
Ниже будут рассмотрены химические и физические процессы, происходящие в зоне сварочной дуги при сварке в среде
многокомпонентных защитных газовых смесей и в среде углекислого газа. Красным цветом выделен текст, содержащий
информацию о факторах угрозы, а синим цветом выделены рекомендации по снижению уровня воздействия факторов
угрозы.
1 2 3 4 5 6
Световое излучениетакже участвует в химических процессах. Оно является следствием высокотемпературного горения сварочной дуги. В спектре присутствуют
видимое, ультрафиолетовое и инфракрасное излучения. Видимоеизлучение обладает ослепляющим действием, и достаточно легко блокируется тонированным
стеклом сварочной маски.
Ультрафиолетовое (УФ) излучениеочень опасно. Оно может вызвать ожоги открытых участков тела и глазную электроофтальмию.
Кстати в результате воздействия УФ лучей на незначительном расстоянии от сварочной дуги образуется озоновый щит, отражающий УФ лучи. Это происходит под
воздействием УФ радиации на молекулы кислорода воздуха (O2), которые и образуют озон (O3). Озон, находящийся в озоновом щите крайне нестабилен и
моментально распадается на молекулы кислорода O2 и . O2. Новая порция УФ радиации восстанавливает щит. Воздействие на озон химическим путем (добавки
NO или этилена) разрушают озоновый щит вблизи сварочной дуги и, в результате «освобожденные» УФ лучи создают озоновый «хомут» вблизи дыхательных путей
сварщика. Озон токсичен и может вызывать воспаление слизистой оболочки. Как правило, может достигнуть предельно допустимой концентрации только при
сварке алюминия или высоколегированных сталей с Ni>30%, за счет более высокой температуры дуги.
Длительное воздействие инфракрасного (ИК) излученияспособно вызвать катаракту. Преграду для ИК лучей могут составить специальные светофильтры
сварочных масок.
Профилактические мероприятия должны предусматривать применение средств индивидуальной защиты (специальной одежды, обуви, очков, щитков шлемов со
светофильтрами), ограждение мест работы щитами или ширмами, проведение предварительных и периодических медицинских осмотров работающих!!!
Защитный сварочный газ: CO2
Стеклом сварочной маски.
Образование озона при таких низких показателях УФ излучения практически исключено и в расчетах предельно допустимых концентрации не участвует.
Литература
| 1. | Стеклов О.И. Основы сварочного производства – 2-е изд., перераб. и доп. – М.: «Высшая |
| школа», 1986. – 223 с.. | |
| 2. | Теория сварочных процессов: Учебник для вузов по спец. «Оборудование и технология. – М.: |
| сварочного производства»/ В.Н. Волченко, В.М. Ямпольский, В.А. Винокуров и др.; под ред. В.В. | |
| Фролова Высшая школа, 1988. – 559 с. | |
| Сварка и резка материалов: Учебное пособие / М.Д. Банов, Ю.В. Казаков, М.Г. Козулин и др.; | |
| под ред. Ю.В. Казакова. – 2-е изд., стер. – М.: Издательский центр «Академия», 2002. – 400 с. | |
| Винокуров В.А. Сварочные деформации и напряжения – М.: Машиностроение, 1968. – 236 с. | |
| Лившиц Л.С., Хакимов А.Н. Металловедение сварки и термическая обработка сварных | |
| соединений. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1989. – 336 с. | |
| Окерблом Н.О. Конструктивно-технологическое проектирование сварных конструкций. – М.-Л.: | |
| Изд. «Машиностроение», 1964. – 420 с. | |
| ТИ РО-052-2003 Типовая инструкция по охране труда для электросварщиков | |
______________________ /__________________/
Дата _________________

РАСПОРЯЖЕНИЕ
от “”2011г. г.Уфа № .
| 1 Допустить | с 2011г. | обучающегося | на курсах | ||||||||
| (Фамилия и инициалы или номер группы, количество учащихся) | |||||||||||
| по программе | «Электросварщик ручной сварки, код 19906, ЕТКС 02» | ||||||||||
| (виды образовательных услуг, наименование образовательной программы, , код, шифр профессии или направления обучения) | |||||||||||
| в лабораторию, бригаду | Д.В. Каретникова | и установить срок практики | час. | ||||||||
| Тема практики (стажировки, практических занятий, производственного обучения): | |||||||||||
| «Безопасное производство сварочных работ» | |||||||||||
| (Наименование учебного плана и программы стажировки) | |||||||||||
| Специальность, профессия | Электросварщик ручной сварки 3 разряда | ||||||||||
| 2 Назначить инструктором практики | Зарипова М.З. преподаватель | |||
| (Ф.И.О., должность, специальность, профессия инструктора) | ||||
| и руководителем практики | Зарипова М.З. преподаватель | |||
| (Ф.И.О., занимаемая должность) | ||||
| 3 Возложить на ответственных лиц за период проведения практики (стажировки, практических занятий, производственного обучения) обязанностей в организации и проведения безопасных и передовых методов труда по основной вид деятельности обучающихся на основе нормативных требований в области промышленной, пожарной и энерго безопасности, охраны труда и экологии в системе производство работ |
| 4 Прибыть обучающимся к руководству подразделения (цеха, кафедры, лабораторий, отдела) производственной организации или факультета УГНТУ для проведения дополнительной консультаций и проверки знаний на право допуска их к самостоятельной работе по специальности (профессии) на «» 2011 г. |
| 5 Возложить ответственность за исполнение требований распоряжения по подразделению (цеху, кафедре, лаборатории, отделу) на Зарипова М.З., а контроль оставляю за собой. |
Основание: Направление от отдела ДОП ГОУ ВПО УГНТУ от «» 2011 г., №_____
Руководитель подразделения
(цеха, кафедры, лабораторий, отдела)_____ ____________________/ А.М. Файрушин /
|
Стажировочный лист
| Слушатель курсов | для прохождения стажировки | ||||||||||||||||
| (Ф.И.О. учащегося полностью) | |||||||||||||||||
| в качестве | Электросварщика ручной сварки 3 разряда | ||||||||||||||||
| (Запись наименования специальности, профессии проводится руководителем отдела кадров производственной организации или отдела ДОП УГНТУ) | |||||||||||||||||
| направляется | Кафедра технология нефтяного аппаратостроения | ||||||||||||||||
| (Наименование цеха, отдела производственной организации или кафедры, лабораторий УГНТУ, Ф.И.О. руководителя) | |||||||||||||||||
| Тема стажировки | Безопасное производство сварочных работ | ||||||||||||||||
| (Наименование учебного плана и программы стажировки) | |||||||||||||||||
| Срок стажировки | Начало стажировки | Конец стажировки | |||||||||||||||
| (указывается в днях) | (Дата) | (Дата) | |||||||||||||||
| Руководитель кафедры, отдела УГНТУ | |||||||||||||||||
| (отела кадров организации) | ДОП | /А.М. Файрушин/ | |||||||||||||||
| (Наименование) | (Подпись) | (Фамилия и инициалы) | |||||||||||||||
Инструктаж в объеме производственной (должностной) инструкции по безопасности труда и внутреннего трудового распорядка получил _____________, инструктаж проводил ______________
(Подпись учащегося) (Подпись)
__________________________________________________________________________________________________________________________________________________
(Цех, отел., Ф.И.О., занимаемая должность проводившего инструктажа)
За период стажировки проведено работа в составе:
| № П/П | Наименование и краткая характеристика работы | Уровень соответствия |
| Своевременно и рационально подготавливать рабочее место к работе и производить его уборку | удовлетворительно | |
| Подготовка к работе оборудования, инструментов, приспособлении и содержать их в надлежащем состоянии, принимать и сдавать смену | удовлетворительно | |
| Выбор необходимых сварочных материалов и приспособлении для проведения сварочных работ | удовлетворительно | |
| Подготовка свариваемых кромок деталей под сварку в зависимости от толщины | удовлетворительно | |
| Прихватка свариваемых деталей и проверка на отсутствие внешних дефектов | удовлетворительно | |
| Проведение процесса сварки свариваемых деталей с последующей зачисткой сварного шва от шлака и брызг металла | удовлетворительно | |
| Проведение визуально-измерительного контроля сварного шва | удовлетворительно | |
| Завершение сварочных работ (отключение сварочного оборудования и уборка рабочего места) | удовлетворительно | |
| Соблюдение правил безопасности труда и внутреннего трудового распорядка | удовлетворительно | |
| Пользование средствами предупреждения и тушения пожаров | удовлетворительно |
По нормам времени на проведение стажировки отведено ____час., фактический затрачено _____ час.
Инструктор практики __________________________/ Зарипов М.З. /
( подпись, фамилия и инициалы)
Руководитель практики ________________________/ Зарипов М.З. /
( подпись, фамилия и инициалы)
|
| Кафедра технология нефтяного аппаратостроения |
(Наименование организации, кафедры, лаборатории, отдела)
| ДНЕВНИК |
| практических занятий, лабораторных работ и производственного обучения |
| (Ф.И.О. обучающегося) |
| Год рождения | |
| Образование | Н/высшее |
| Программа подготовки | «Электросварщик ручной сварки, код 19906, ЕТКС 02» | |
| Изучаемая профессия (специальность) | Электросварщик 3 разряда | |
| Ф.И.О. инструктора, руководителя практики | Зарипов М.З. | |||||
| Начало производственного обучения | ||||||
| Окончание производственного обучения | ||||||
| Распоряжение № | от | 2011 г. | ||||
Тематический план
ЗАКЛЮЧЕНИЕ
Заключение
Экзаменационная ведомость
на соответствие знаний слушателей курсов по общетехническим и целевым вопросам
программы: «Электросварщик ручной сварки, код 19906, ЕТКС 02»
| № п/п | Учебные предметы | Учебная нагрузка, час. | Форма текущего контроля | Оценка проверки знаний | Подпись преподавателя | Ф.И.О. преподавателя |
| Общетехническая подготовка | Опрос | Зачет | Гирфанов Р.Р. | |||
| Общие сведения о сварке: | Опрос | Экзамен | Зарипов М.З | |||
| Техника выполнения ручной дуговой сварки: | Опрос | Экзамен | Зарипов М.З | |||
| Источники питания | Опрос | Зачет | Каретников Д.В. | |||
| Дефекты и контроль качества сварных соединений | Опрос | Экзамен | Каретников Д.В. | |||
| Техника безопасности при сварке и резке | Опрос | Зачет | Зарипов М.З | |||
| Промышленная и пожарная безопасность | Опрос | Зачет | Каретников Д.В. | |||
| Охрана труда и производственная санитария | Опрос | Зачет | Каретников Д.В. | |||
| Охрана недр и экологическая безопасность | Опрос | Зачет |
Последнее изменение этой страницы: 2016-06-08
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...