Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
Прессование по прямому и обратному способу
 Прямое прессование является основным методом прессования. При этом направление течения металла совпадает с направлением движения пуансона. Схема процесса показана на рис. 4.1а.
Прямое прессование является основным методом прессования. При этом направление течения металла совпадает с направлением движения пуансона. Схема процесса показана на рис. 4.1а.

Рис.4.1. Прессование по прямому (а) и обратному методу(б).
Нагретый слиток или заготовка 4 заключен в цилиндрический металлоприемник (контейнер) 3, закрываемый матрицей 5, имеющей отверстие (очко). С другого конца в приемник вставлена пресс-шайба 2, передающая давление пуансона 1. Металл под давлением пресса заполняет полость приемника и затем, не имея другого выхода, кроме отверстия в матрице, выдавливается из последнего в виде длинного прутка.
Выдавить из приемника весь металл не удается. В конце прессования металл слитка немного остывает; при уменьшении толщины остатка металла трение значительно возрастает, что затрудняет процесс прессования.
Оставшаяся часть слитка (пресс-остаток) содержит в основном некачественный металл (усадочную раковину, окисленный и загрязненный металл прибыльной части слитка, пресс-утяжку - расслоение). Пресс-остаток отделяется от стержня дисковой пилой, специальными ножницами или прошивнями. Величина пресс остатка колеблется в пределах 4-25%. Прутки диаметром более 25 мм и трубы прессуют через одно очко, а более тонкие прутки и проволоку - через несколько (от 2 до 12).
При изготовлении прутков из некоторых сплавов применяют метод прессования с рубашкой. При этом пресс-шайба имеет диаметр несколько меньше диаметра контейнера. Поверхностные слои металла срезаются пресс-шайбой в виде дельного стакана и вместе с пресс-остатком остаются в контейнере. Поверхностные дефекты слитка и окислы, образовавшиеся при нагреве, остаются в рубашке и непопадают в изделие. Прессование с рубашкой особенно важно при обратном прессовании.
Обратное прессование было предложено в 1924 г. Оно устраняет трение металла о стенки металлоприемника и снижает в связи с этим потребную мощность оборудования на 25-40%. При этом методе не металл слитка движется к матрице, а, наоборот, матрица 5 (рис.4.1,б), прикрепленная к концу полого пуансона 6, надвигается на слиток. В этом случае нагретый металл, вытекая через отверстие в матрице, не скользит по стенкам контейнера (трение происходит только у поверхности матрицы и в очке). Матрица одновременно выполняет роль пресс-шайбы. Металлоприемник 3 запирается упорной шайбой 7.
Разновидностью этого способа является процесс, когда контейнер вместе со слитком движется на неподвижный полый пуансон. Обратный метод применяется только при прессовании прутков большого диаметра.
Прессование труб.
При обычном методе прессования трубчатых изделий процесс осуществляется следующим образом.
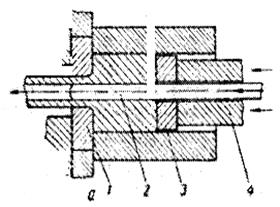
Рис. 4.2. Прямое прессование с прошивкой слитка иглой
Внутри пуансона помещена игла 2 (рис. 4.2.) имеющая самостоятельное движение. В начале конец иглы находится на уровне нижней поверхности пресс-шайбы 3. Нагретый слиток предварительно подпрессовывается для заполнения металлом всего поперечного сечения контейнера (чтобы не увело сторону иглу). Затем выдвижением иглы 2 слиток прошивается. Выдавленный иглой металл в виде пробки выходит из очка матрицы в момент прошивки слитка. Движение иглы прекращается при достижении ее концом нижней поверхности матрицы 1. Далее пуансон 4 с пресс-шайбой 5 выдавливают металл слитка в кольцевой зазор, образованный иглой и матрицей; получается труба. Игла при этом постепенно прячется в пуансон.
При прессовании труб на вертикальном прессе (в зависимости от его конструкции) прессование ведут с подвижной иглой или иглой, жестко закрепленной в пуансоне. В первом случае заготовку применяют сплошную, а во втором случае ее берут полой (отлитой с отверстием, или отверстие предварительно просверливают в прессованной заготовке). Обратным прессованием трубы не изготовляют. Трубы диаметром более 300-400 мм прессуют методом встречного прессования или метод совмещенного прессования.
Метод встречного прессования представляет как бы горячую штамповку труб (рис. 4.3). Матрица - упорная шайба 5 не имеет отверстия. Под давлением пресс-шайбы 3 металл перемещается вдоль пуансона 4 в имеющийся кольцевой зазор между контейнером и пресс- шайбой. При этом длина трубы ограничена и производительность пресса невысокая.
 |
Рис. 4.3. Встречное прессование
 |
Рис.4.4. Конструкция язычковой матрицы для прессования т
Рис. 4.4. Конструкции язычковой матрицы для прессования труб
В последние годы применяется метод прессования труб в язычковую матрицу, в которую вмонтирована игла (рис. 4.4). При прессовании металл течет в два потока, разделяем ножеобразной передней частью матрицы 2. Эти два потока объединяются в матрице в зоне нахождения иглы 1 и под давлением свариваются, образуя трубу. Этот метод применяется при прессовании труб сложных сечений из алюминия и его сплавов. Медь и медные сплавы так методом пока прессовать не удалось. При этом способе получаются трубы с блестящей внутренней поверхностью без разностенности.
Смазка инструмента (контейнера, матрицы, иглы) значительно снижает усилие прессования. Смазка контейнера густой графитовой смазкой при прямом прессовании способствует устранению неравномерности истечения. Смазка торцовой поверхности пресс-шайбы является нежелательной, так как это увеличивает пресс-утяжку (образование щели). Однако вследствие трудностей нанесения смазки на стенки контейнера, прессование, как правило, ведут без смазки.
При прессовании многих сплавов (латуни, магниевые сплавы и др.) применяется подогрев контейнера, матрицы и пресс-шайбы до 200-2500, а иглы до 3500 . Подогрев улучшает характер истечения металла, так как металл менее резко охлаждается на поверхности. При прессовании алюминиевых сплавов повышение температуры контейнера увеличивает прилипание сплава к стенкам контейнера и искажает характер истечения. При прессовании различают две скорости: скорость прессования u1 т. е. скорость, с которой движется пуансон, и скорость истечения u, с которой металл вытекает из матрицы. Между этими скоростями существует зависимость: u=u1λ, где λ - коэффициент вытяжки. Скорость истечения для разных случаев прессования колеблется от 2 см/сек до 20 м/сек. При u=20 м/сек коэффициент вытяжки доходит до λ = 1500. Скорость истечения при прессовании цветных металлов прямым методом следующая: меди 30- 400 см/сек, латуни Л59 60-500 см/сек, латуни Л62 20-200 см/сек, алюминия 10-250 см/сек, магния 100-200 см/сек, дюралюминия АВ 7-15 см/сек, МА5 2-4 см/сек.
Формы матриц
В производстве применяют матрицы трех видов (рис. 4.5.): цилиндрическую (а), радиальную (б) и коническую (в).
При работе с цилиндрическими матрицами усилие прессования выше, чем при работе с коническими, а радиальные матрицы занимают промежуточное положение. Минимальное усилие прессования получается при применении конических матриц с углом β = 25 - 45º. Но увеличение угла β способствует запрессовке окалины, поэтому на практике применяют матрицы с углом β = 25 – 300. Увеличение высоты цилиндрического пояска матрицы увеличивает усилие прессования.
 |
Рис. 4.5. Инструмент для прессования: а - цилиндрическая матрица; б - радиальная матрица; в - коническая матрица; г, д - иглы для прессования труб
При прессовании в матрицу с цилиндрическим отверстием в углах контейнера, вблизи матрицы образуются объемы, не участвующие в течении металла. Они служат тормозом, искажающим характер истечения при прессовании.
При прессовании алюминия и его сплавов, способных сильно прилипать к инструменту, цилиндрический поясок 1 (Рис. 4.5.в) делают невысоким (3-5 мм), а при прессовании меди и других сплавов при высокой температуре высоту пояска увеличивают иногда до 20-25 мм.
Матрицы, используемые для прессования тяжелых цветных металлов, изготавливают из наиболее стойкой стали типа ЗХВ8, а для прессования легких сплавов - из стали 4ХВС или 5ХВС.
На рис. 4.5 г, д показаны иглы, применяемые при прессовании труб. Длина пробки, выпрессовываемой из центральной части слитка остроконечной иглой (рис. 4.5.д), примерно в два раза меньше, чем при прессовании тупой иглой (рис. 4.5.г). Иглы диаметром до 40 мм изготовляются из стали ЗХВ8, а свыше 40 мм - из стали 4ХВС.
Усилие прессования
Максимальную силу давления гидравлического пресса Р, или тоннаж пресса, определяют умножением площади главного плунжера пресса F на давление воды р в его главном цилиндре с учетом потерь, на трение в конструкции пресса, которые учитывают коэффициентом 0,9:
Р = 0,9рF.
В гидравлических установках давление воды обычно берется р = 200 - 300 aтм. Усилие, необходимое для выдавливания металла из контейнера, называют усилием прессования Рпр. Его можно определить по показанию манометра, установленного на главном цилиндре пресса:
 или
или 
где Р - номинальный тоннаж пресса в кг;
р - давление воды в сети в атм;
рv - давление воды в цилиндре по показанию манометра в момент прессования в aтм;
F - площадь главного плунжера в см2 .
Усилие прессования Рпротнесенное к единице площади сечения полости контейнера F0 называют удельным давлением истечения σu:

Оно колеблется в пределах от 25 до 105 кг/мм2.
Для тяжело прессуемых сплавов выбирают контейнеры меньшего диаметра (у них σu больше).
Усилие прессования зависит от свойств металла, температуры слитка и инструмента, смазки, степени деформации, размеров слитка, скорости прессования, формы матрицы и т.п.
Такая сложная зависимость усилия прессования от различных условий затрудняет вывод точных расчетных формул. Наибольшее распространение получили следующие формулы С.И. Губкина для расчета удельного давления истечения:
- при прямом прессовании прутков:

- при прямом прессовании труб:

где σu- удельное давление истечения в кг/мм2;
σt - предел текучести при температуре прессования в кг/мм2;
α - угол между осью контейнера и раструбом матрицы (рис. 8в);
f - коэффициент трения в очаге деформации;
f´ - коэффициент трения в цилиндрической части матрицы и в контейнере (принимается в 3 - 3,5 раза меньше f);
l - длина цилиндрического пояска матрицы в мм;
d - диаметр отверстия в матрице в мм;
d1 - диаметр иглы в мм;
L - длина слитка в мм;
D0 - диаметр контейнера в мм;
F0 - площадь сечения контейнера в мм2;
∑F1 - площадь сечения всех отверстий матрицы в мм2.
Практическая часть
Порядок выполнения работы
Для выполнения задания необходимо:
1.получить у преподавателя индивидуальное задание по таблице 1 приложения;
2.изучить метод прямого и обратного прессования, технологию изготовления труб;
3. определить удельное давление истечения
4. усилие прессования при прессовании изделий из заданного материала диаметром d мм (контейнер диаметром D0 мм и слиток длиной L мм).
5.оформить отчет о выполнении работы на листах формата А4 согласно примера представленного в приложении 2.
Вопросы
1. Назовите принципиальные отличия прямого и обратного прессования.
2. В чем сущность метода встречного прессования.
3. При какой форме матрицы создается наибольшее усилие прессования.
4. От чего зависит усилие прессования.
Тестовые задания для занятия №4
1. Продолжите фразу:"Усилие прессования...
1) обратно пропорционально площади контейнера
2) прямо пропорционально площади контейнера- да
3) обратно пропорционально квадрату площади контейнера
4) прямо пропорционально квадрату площади контейнера
Последнее изменение этой страницы: 2016-07-23
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...