Категории:
ДомЗдоровьеЗоологияИнформатикаИскусствоИскусствоКомпьютерыКулинарияМаркетингМатематикаМедицинаМенеджментОбразованиеПедагогикаПитомцыПрограммированиеПроизводствоПромышленностьПсихологияРазноеРелигияСоциологияСпортСтатистикаТранспортФизикаФилософияФинансыХимияХоббиЭкологияЭкономикаЭлектроника
ОБЪЕМ РЕМОНТА ТОРМОЗНОГО ОБОРУДОВАНИЯ
Начальник вагонного
Ремонтного депо Челябинск
___________ М.Е. Баженов
«____»_____________2012г.
Конспект лекций и вопросы к зачету
по теме:
«РЕМОНТ АВТОТОРМОЗНОГО ОБОРУДОВАНИЯ»

Челябинск 2012 год
СОДЕРЖАНИЕ:
| 1. | Общие положения ………………………………………………………… | |
| 2. | Объем ремонта тормозного оборудования при деповском ремонте………………...………………...………………............................. | |
| 3. | Ремонт тормозного оборудования ……………………………………….. | |
| 4. | Ремонт соединительных рукавов Р36 и Р17Б …………………………… | |
| 5. | Ремонт пробковых разобщительных кранов 372 ………………….......... | |
| 6. | Ремонт шаровых разобщительных кранов……………………………….. | |
| 7. | Ремонт автоматических регуляторов тормозной рычажной передачи… | |
| 8. | Ремонт тормозного цилиндра……………………………………………... | |
| 9. | Ремонт авторежима…………………………………………… ………….. | |
| 10. | Ремонт воздухораспределителя…………………………………………... | |
| 11. | Ремонт тормозной рычажной передачи…………………………………. | |
| 12. | Требования к резиновым изделиям……………….. ……………………. | |
| 13. | Требования к монтажу тормозного оборудования…………….………… | |
| 14. | Проверка действия стояночного тормоза ………………………………. | |
| 15. | Приемка и испытание автоматических тормозов на вагонах, выходящих из деповского ремонта.……………………………………… | |
| 16. | Проверка действия тормозов на установке СИТОВ……………….. ….. |
| Приложения: | |
| Приложение № 1. Перечень шаблонов, калибров и измерительного инструмента, применяемых при ремонте тормозного оборудования ………. | |
| Приложение № 2. Перечень оборудования, приспособлений и слесарного инструмента, применяемых при ремонте тормозного оборудования ………. | |
| Приложение № 3. Перечень испытательных стендов и устройств, применяемых при ремонте тормозного оборудования ………………………. | |
| Приложение № 4. Перечень смазок …………………………………………… |
Приложение № 5 Перечень нормативно-технической документации,
используемой при ремонте тормозного оборудовании…………………………91
Список литературы………………………………………………………………...94
ОРГАНИЗАЦИЯ РЕМОНТА
ТОРМОЗНОГО ОБОРУДОВАНИЯ В ДЕПО
ОБЩИЕ ПОЛОЖЕНИЯ
Ремонт тормозного оборудования грузовых вагонов в депо производят специально подготовленные бригадиры и слесаря по ремонту подвижного состава, объединенные в единый участок по ремонту тормозного оборудования (автоконтрольного пункта или АО) под руководством мастера участка.
Все АКП и АО обязаны проходить аттестацию на право производства ремонта и испытания тормозного оборудования вагонов. По результатам аттестации АКП (АО) вагонных депо и ВРЗ присваивается одна из трех категорий (1,2,3). При производстве капитального ремонта вагонов тормозное оборудование должно быть отремонтировано и испытанно в АКП ( АО),которые относятся к первой категории.
При проведении плановых видов ремонта вагонов ремонт тормозного оборудования осуществляется по следующей схеме:
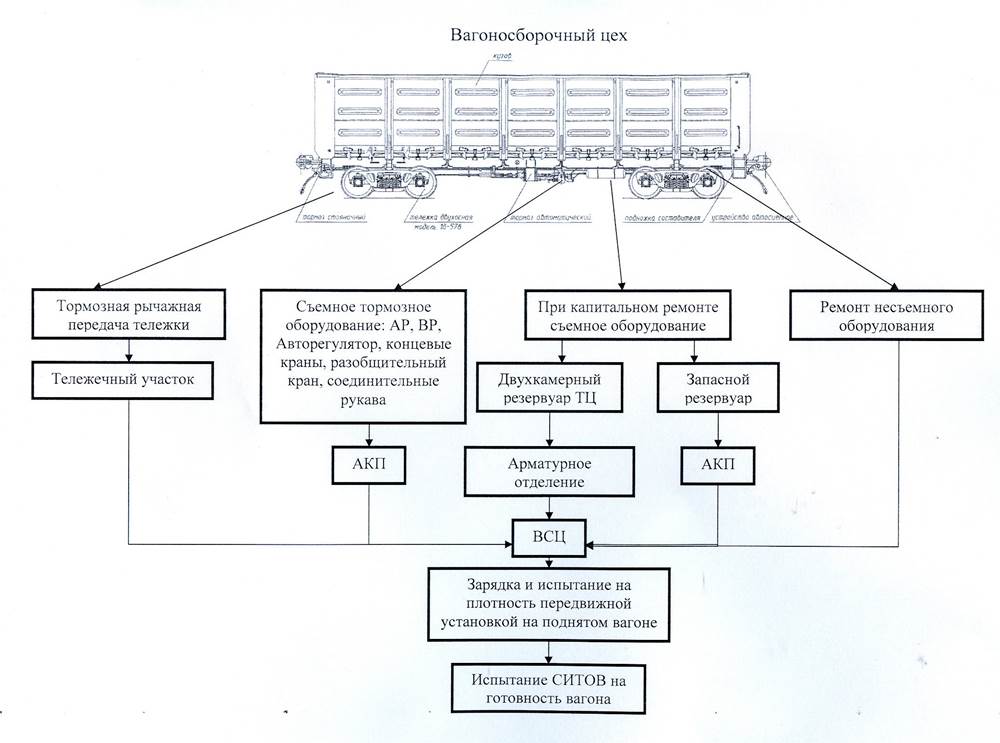 |
В вагоносборочном цехе производится разъединение рычажных передач тормоза вагона и тележек; снятие с вагона всего тормозного оборудования или части его (в зависимости от вида ремонта и необходимости); осмотр, проверка и необходимый ремонт оставшегося на вагоне тормозного оборудования; монтаж на вагоне нового или отремонтированного тормозного оборудования; подкатка новых или отремонтированных тележек под вагон, соединение тормозных рычажных передач кузова и тележек; проверка наличия пломб, бирок и клейм, удостоверяющих качество отремонтированного и нового тормозного оборудования; регулировка тормозной рычажной передачи; проверка плотности пневматической системы тормоза и проверка действия тормоза вагона.
В тележечном отделении производят разборку,ремонт и сборку рычажной передачи тележки и триангелей с тормозными башмаками. Триангели перед постановкой на готовую тележку испытываются на растяжением на пневмоустановке.
В арматурном отделении вагоносборочного цеха производят ремонт, испытание тормозного цилиндра, испытание двухкамерного резервуара, очистку фильтров на установке ЦОФ, подготовку труб, подводящих и магистральных трубопроводов.
В АКП производится ремонт и испытание воздухораспределителя, авторежима, авторегулятора, запасного резервуара, концевого и разобщительного крана, а так же соединительного рукава.
Ремонт тормозного оборудования вагонов производится в соответствии с Инструкцией ЦВ-ЦЛ-945, типовым технологическим процессом, технологическими картами, техническими нормами.
На отремонтированных и принятых воздухораспределителях, авторежимах, авторегуляторах, соединительных рукавах, кранах закрепляется бирка, на которой указывается клеймо, присвоенное ремонтному предприятию ( например - (А-93)), и дата выполнения ремонта. После приемки тормозного оборудования на вагоне в книге формы ВУ-68 производится соответствующая запись за подписью бригадира и приемщика вагонов.
Рабочее место слесаря должно быть оснащено необходимыми приспособлениями, оснасткой, выписками и эскизами из ремонтных и технологических документов на ремонтируемое тормозное оборудование. За соблюдение указанных требований ответственность несет мастер.
Специальные приспособления, стенды, устройства и установки для ремонта и испытания тормозного оборудования должны отвечать требованиям Инструкции ЦВ-ЦЛ-945 и технологического процесса.
Стенды, устройства и установки для испытания тормозного оборудования должны быть разрешены к применению Департаментом вагонного хозяйства и аттестованы в соответствии с нормативной документацией МПС России и ОАО РЖД.
Все стенды, устройства и установки для испытания тормозного оборудования должны проверяться не реже одного раза в 6 месяцев комиссией под председательством руководителя вагонного отдела отделения железной дороги, один раз в три месяца мастером АКП производиться проверка испытательного стенда с записью в книгу ВУ-47 или ВУ-68.
Средства измерений подлежат периодическому контролю (калибровке) в соответствии с нормативными документами МПС России и ОАО РЖД.
Все манометры, используемые при испытаниях тормозного оборудования, подлежат калибровке не реже одного раза в год в метрологической службе организаций федерального железнодорожного транспорта, аккредитованной в установленном порядке. В паспорте прибора производится отметка об очередной проведенной калибровке, а на корпусе манометра наносится клеймо.
Производственное помещение АКП должно соответствовать требованиям СНиП 31-03-2001.
Требования охраны труда при ремонте тормозного оборудования отражены в отдельном конспекте.
Ремонт тормозного оборудования
Ремонт тормозного оборудования в вагоносборочном цехе осуществляет бригада слесарей - автоматчиков под руководством сменного бригадира по тормозом. Бригада находится в непосредственном подчинении у мастера по тормозному оборудованию, который контролируют выполнение объема ремонтных работ по технологическим позициям осуществляет контроль за качеством ремонта узлов и деталей тормозного оборудования, расход материалов и запасных частей на выполненный объем ремонтных работ. Сменный бригадир осуществляет пооперационный контроль за качеством ремонта узлов и деталей тормозного оборудования в цехе и проводит проверку действия тормоза на вагоне.
При ремонте тормозного оборудования производятся следующие работы:
а) разъединение тормозной рычажной передачи вагона и тележек;
б) снятие с вагона воздухораспределителя, авторежима, авторегулятора, концевых и разобщительного кранов, соединительных рукавов, поршня тормозного цилиндра вместе с передней крышкой и отправка их в АКП;
в) корпус тормозного цилиндра, двухкамерный резервуар, запасный резервуар, воздухопровод осматривают непосредственно на вагоне и при отсутствии неисправностей с вагона не снимают;
г) монтаж на вагоне нового или отремонтированного тормозного оборудования;
д) проверка наличия пломб, бирок и клейм, удостоверяющих качество отремонтированного или нового тормозного оборудования;
е) соединение тормозной рычажной передачи вагона и тележек;
ж) регулировка тормозной рычажной передачи;
з) проверка плотности тормозной магистрали и проверка действия тормоза вагона с помощью стационарной установки крана машиниста № 326 или с помощью передвижной установки «СИТОВ».
Все тормозное оборудование крепится к раме вагона жестко, без деревянных прокладок.
Магистральный воздухопровод осматривают, обстукивают легкими ударами деревянного молотка массой не более 1 кг, внутренние его поверхности очищают от окалины путем пропускания внутри трубы шарика с ершом под напором сжатого воздуха давлением 6,0-6,5 кгс/см2. Неисправные элементы воздухопровода заменяют новыми трубами по ГОСТ 8734: для магистрального трубопровода – трубами с наружным диаметром 42 мм с толщиной стенки 4 мм; для подводов к тормозным приборам – трубами с условным проходом 20 мм с толщиной стенки 3,2 мм.
Допускается местный износ магистральной трубы не более 15% по толщине стенки вне резьбовых соединений и мест крепления.
В качестве магистрального отвода допускается применять резинотекстильный соединительный рукав Р36 по ГОСТ 2593. Установленный ранее соединительный рукав с вагона снимают.
Магистральный воздухопровод крепится не менее чем в семи местах, не считая мест крепления концевых кранов.
Крепление магистрального воздухопровода производится скобой, которую закрепляют стопорной планкой и гайками М12. Стопорную планку отгибают на грани гаек. Устанавливают дополнительное крепление магистрального воздухопровода на раме вагона на расстоянии 280-300мм в обе стороны от тройника и муфт дополнительных промежуточных соединений (при их наличии).
На вагонах, оборудованных авторежимом, подводящие к нему воздухопроводные трубки крепятся не менее чем в двух местах каждая, а при наличии у трубы промежуточного резьбового муфтового соединения производится дополнительное ее крепление на расстоянии от 280 до 300 мм по обеим сторонам от контргаек муфты.
Рис.1 Надрывы тормозного соединительного рукава.
Хомутики должны быть закреплены на расстоянии 8-12 мм от торцов резинотекстильной трубки, расстояние между ушками стянутого хомутика должно быть в пределах от 7 до 16 мм. Допускается подматывать под хомутик тканевую изоляционную ленту по всей окружности резинотекстильной трубки, если это расстояние менее 7 мм , проверяется штангенциркулем от 0-150 мм.
Требования к резьбовым поверхностям:
- резьбу считать изношенной, если калибр КОЛЬЦО НЕ (или ПРОБКА НЕ) навинчивается на (ввинчивается в) проверяемую резьбу детали более чем на две нитки;
- резьбу считать забитой, если калибр КОЛЬЦО ПР (или ПРОБКА ПР) не навинчивается на (не ввинчивается в) проверяемую резьбу детали по всей длине проверяемой резьбы;
- резьбу считать неизношенной, если калибр КОЛЬЦО НЕ (или ПРОБКА НЕ) навинчивается на (ввинчивается в) проверяемую резьбу детали не более чем на две нитки.
Соединительный рукав, не имеющий неисправностей и имеющий запас срока годности резинотекстильной трубки до следующего планового ремонта вагона, должен быть испытан на прочность и воздухонепроницаемость с постановкой на него бирки. Остальные соединительные рукава подлежат раскомплектовке и ремонту.
При ремонте соединительных рукавов
- у цилиндрической части головки и наконечника для запрессовки в резинотекстильную трубку должны быть проконтролированы высота буртика и внутренний проход;
- головку с деформированным гребнем, канавкой для уплотнительного кольца и зевом допускается ремонтировать опиловкой;
- контроль отремонтированных головок производится шаблоном Р-17(ПКБЦВ).
Комплектование соединительных рукавов:
Перед комплектованием соединительного рукава внутреннюю поверхность резинотекстильной трубки осмотреть с просвечиванием световым лучом - она не должна иметь дефектов.
Длина резинотекстильной трубки должна соответствовать величине, установленной конструкторской документацией на соответствующий тип соединительного рукава:
| Условное обозначение соединит. рукава | Тип резинотканевой трубки | Диаметр, мм | Длина, мм | |
| Не менее | Не более | |||
| Р 17Б | Рукав 35 ГОСТ 1335 | 35 +0,5 | ||
| Р 36А | Рукав 25 ГОСТ 1335 | 25 +0,5 | ||
| Р 36Б | То же | То же | ||
| Р 36В | То же | То же |
У новых резинотекстильных трубок с обоих торцов по внутреннему диаметру снять фаску размером 4 мм под углом 450 и удалить тальк с внутренней поверхности на длине 60 – 70 мм от торцов технической салфеткой.
На специальном стенде запрессовать головку и наконечник (для соединительного рукава Р 17Б) или два наконечника (для соединительного рукава Р 36) до упора в торец резинотекстильной трубки, предварительно нанеся тонкий слой резинового клея ГОСТ 2199 на внутреннюю поверхность резинотекстильной трубки и на хвостовик головки и наконечников.
Комплектность соединительных рукавов головками, наконечниками, ниппелями и контргайками приведена в таблице:
| Условное обозначение соединительного рукава | Наименование детали | Обозначение | Количество |
| Р17Б | Головка соединительная 1а ГОСТ 2593 Наконечник 1а ГОСТ 2593 | Р17.010 Р17.003 | |
| Р36А | Наконечник Наконечник Контргайка Ниппель | Р35.001 Р36.001 Р36.002 Р36.003 | |
| Р36Б | Наконечник Наконечник Контргайка Ниппель | Р35.001 Р36.001 Р36.002 Р36.003 | |
| Р36В | Наконечник Наконечник | Р35.001 Р36.001 |
После комплектования необходимо проверить состояние внутренней поверхности резинотекстильной трубки при просвечивании соединительного рукава световым лучом.
Хомутики должны быть закреплены на расстоянии 7-10 мм от торцов резинотекстильной трубки болтами и гайками. Ушки хомутиков должны быть расположены в одну сторону. На соединительных рукавах Р 17Б ушки хомутиков должны располагаться с тыльной стороны головки, расстояние между ушками стянутого хомутика должно быть в пределах от 7 до 16 мм.
Хомутики на соединительном рукаве обжимать на специальном зажиме с фигурными губками, охватывающими хомутик по наружному периметру и сохраняющими его форму. Сжимать хомутики в параллельных тисках запрещается.
В канавку соединительной головки установить исправное уплотнительное кольцо.
После комплектования соединительные рукава проверить сначала на прочность, а затем на воздухонепроницаемость.
Испытание соединительных рукавов:
Для проверки на прочность соединительные рукава подлежат гидравлическому испытанию под давлением 12 + 0,2 кгс/см2 с выдержкой под давлением в течение от 1,5 до 2 мин. При этом у соединительного рукава не допускается просачивание воды, надрывы резинотекстильной трубки, сползание резинотекстильной трубки с головки или наконечника после испытания более чем на 3 мм.
Для проверки на воздухонепроницаемость соединительные рукава подлежат пневматическому испытанию под давлением воздуха 6 + 0,5 кгс/см2 в ванне с водой. При этом у соединительного рукава не допускается выделение пузырьков воздуха в любой его части в течение 1 минуты. При образовании пузырьков воздуха на поверхности резинотекстильной трубки соединительный рукав необходимо выдерживать в ванне до 10 минут и, если выделение пузырьков прекратиться, считать его годным.

Рис.2 Тормозной соединительный рукав Р36

Рис.3 Испытание тормозного соединительного рукава Р17Б.
Клеймение соединительных рукавов:
На отремонтированном и принятом соединительном рукаве должна стоять бирка. Бирка ставится для соединительных рукавов Р 36 под гайку одного из хомутиков, для соединительных рукавов Р 17Б - под гайку хомутика, установленного на наконечнике. Допускается ставить бирку под накрученную на болт вторую гайку.
На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
Новые соединительные рукава перед постановкой на вагон должны быть испытаны без постановки бирки, при этом бирка предприятия-изготовителя должна быть сохранена.
Рис.4 Пробковый разобщительный кран 372
Разборка крана:
Разобщительный кран установить и закрепить в тисах. Выбить штифт, ручку 1 снять. Кран в тисах переустановить заглушкой 5 вверх. Заглушку 5 отвернуть, вынуть пружину 4, пробку 3. Корпус 2 крана с тисов снять ( Рис. 5)
При ремонте крана допускается: зачистить заусенцы, забоины на корпусе. Притереть пробку крана к корпусу. Используя паста ГОИ, штопор, салфетку техническая. Прочистить атмосферное отверстие в пробке.
При сборке крана необходимо:
- проверить наличие на торце квадрата пробки четких контрольных рисок;
- проверить наличие на ручке ограничителя ее поворота;
- пробку крана притереть к корпусу, после чего протереть и смазать смазкой ЖТ-79Л;
- заглушку поставить на смазку ПГК-1 или ВНИИ НП-232 и затянуть до упора в корпус;
- ручка крана должна быть прочно закреплена на квадрате пробки, покачивание ручки не допускается, зазор между квадратом пробки и квадратом ручки устранять постановкой металлической пластины толщиной не более 1 мм с обязательной фиксацией ее штифтом, крепящим ручку крана на квадрате пробки;
- в перекрытом положении ручка крана должна располагаться перпендикулярно к продольной оси его корпуса.
Корпус разобщительного крана установить в тисах, закрепить. Пробку протереть, смазать смазкой ЖТ-79Л,
поставить в корпус. Резьбу заглушки покрыть смазкой ЖД, завернуть заглушку в корпус крана до упора
Кран в тисах переустановить, закрепить заглушкой вниз. Поставить ручку на квадрат пробки 3, закрепить ее штифтом. Кран с тисов снять.
После сборки кран 372 испытать на плотность сжатым воздухом на специальном приспособлении под давлением 6,0 + 0,5 кгс/см2 при двух положениях ручки крана – при открытом и при закрытом.
При испытании крана в закрытом положении сжатый воздух подавать со стороны крана, не соединенной с атмосферой, при этом противоположную сторону заглушить. Сжатый воздух при испытании крана в открытом положении подавать к одной из сторон крана при наглухо заглушенной другой.
Проверку плотности крана производить по наличию мыльных пузырей. Для этого обмылить весь кран, включая атмосферное отверстие в его пробке и место соединения с заглушкой. Появление мыльного пузыря, удерживающегося не менее 10 секунд, допускается только в атмосферном отверстии пробки.
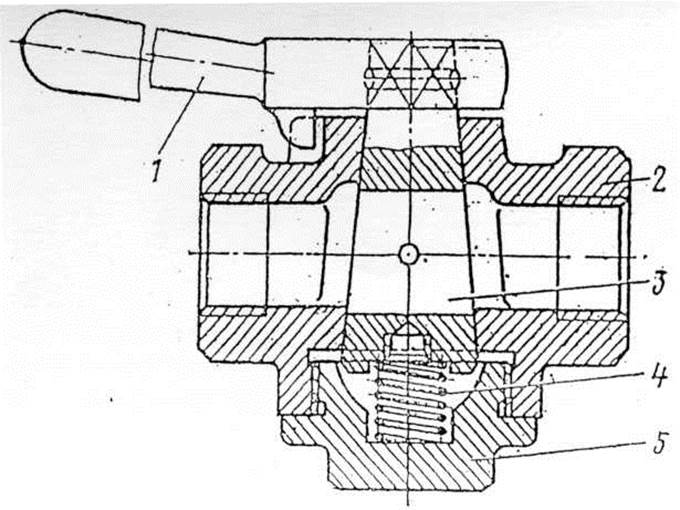
Рис.5 Пробковый разобщительный кран 372.
Рис.6 Дефекты разобщительного пробкового крана 372
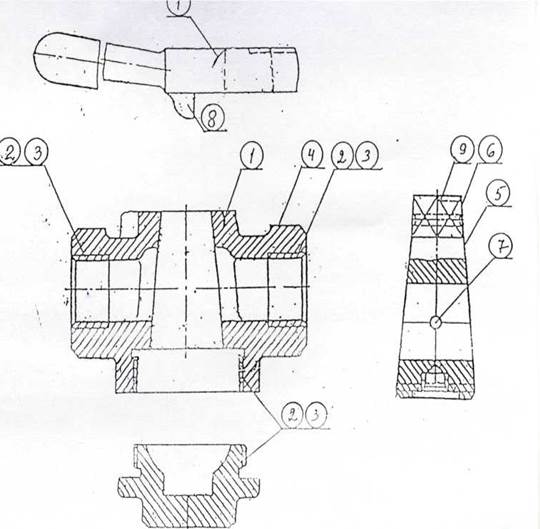 |
1 - трещины, отколы; 2 – срыв резьбы; 3 – забита резьба; 4 – заусенцы, забоины корпуса; 5 – риски на пробке; 6 – излом квадрата на пробке; 7 – забито отверстие в пробке; 8 – отсутствие ограничителя поворота на ручке; 9 – отсутствие риски на торце квадрата пробки.
Разборка крана 1-20-2
Отвернуть болт, снять шайбы и рукоятку, отвернуть винты, снять крышку и вынуть шпиндель вместе с кольцом, снять кольцо со шпинделя, вынуть кольцо, пробку и фторопластовые кольца из корпуса.
Разборка крана 1-20-4
Отвернуть болт, снять шайбы и рукоятку. Отвернуть винты, снять крышку и вынуть шпиндель вместе с кольцом, снять кольцо со шпинделя, отвернуть штуцер с корпуса вынуть кольца, пробку и фторопластовые кольца из корпуса.
Разборка крана 4300
Удалить заклепку, снять ручку, вывернуть гайку из корпуса. Вынуть шпиндель вместе с втулкой, вынуть прокладку из корпуса, отвернуть штуцер вместе с кольцом. Вынуть кольцо из штуцера вынуть шаровую заслонку и кольцо.
Все детали и узлы в процессе разборки протереть – очистить от грязи и старой смазки.

Рис.7 Шаровый разобщительный кран.
Сборка крана 1-20-2
Надеть новые фторопластовые кольца на пробку и вставить в корпус. Вставить в корпус новые кольца и ввинтить до упора штуцеры. На шпиндель надеть новое кольцо и вставить его в корпус. Шпиндель установить так, чтобы риска была направлена в сторону маркировки условного прохода при открытом положении крана. Надеть крышку на шпиндель и закрепить ее тремя новыми винтами. Надеть рукоятку на шпиндель. Надеть новые шайбы и на новый болт 3 и ввинтить его в шпиндель.
Сборка крана 1-20-4
Вставить в корпус новое кольцо, надеть на пробку новые фторопластовые кольца и вставить в корпус. Вставить в корпус новое кольцо и ввинтить до упора штуцер. На шпиндель надеть новое кольцо и вставить его в корпус. Шпиндель установить так, чтобы риска была направлена в сторону маркировки условного прохода при открытом положении крана. Надеть крышку на шпиндель и закрепить ее на корпусе тремя новыми винтами. Надеть рукоятку на шпиндель. Надеть новые шайбы и на новый болт и ввинтить его в шпиндель.
Сборка крана 4300
Вставить в корпус новое кольцо уплотнительное. Вставить в корпус новую прокладку и шпиндель, шпиндель установить так, чтобы риска, указывающая направление атмосферного отверстия, была направлена в сторону маркировки товарного знака предприятия-изготовителя при открытом положении крана. Вставить в корпус новую втулку. Надеть на шпиндель гайку и ввинтить ее до упора в корпус. Надеть ручку на шпиндель и закрепить ее новой заклепкой, расклепав конец заклепки до размера (4,6 min) мм. Вставить в корпус заслонку шаровую, вставить в штуцер новое кольцо уплотнительное и ввинтить его до упора в корпус. Во время сборки кранов, трущиеся и уплотняемые поверхности «металл-металл» и «металл-резина», резьбовые соединения корпуса со штуцерами смазать смазкой ЖТ-79Л или ЖТ-72. После сборки крана необходимо выдержать его в положении «закрыто» в течение 2-х часов при комнатной температуре.
Испытание на плотность производится при давлении сжатого воздуха 6,0 + 0,5 кгс/см2. Подаваемый к испытываемому крану сжатый воздух должен быть очищен от механических примесей и влаги. Кран должен быть испытан при закрытом и открытом положении.
Кран установить на стенд. Поставить ручку крана в закрытое положение. Заглушить сторону крана, связанную с атмосферой. Подать сжатый воздух давлением 6 + 0,5 кгс/см2 со стороны крана, не соединенной с атмосферой. Обмылить весь кран, включая атмосферное отверстие и место соединения с заглушкой. Допускается появление мыльного пузыря из атмосферного отверстия корпуса, удерживающегося не менее 20 сек. Аналогично произвести испытание при открытом положении ручки крана (сжатый воздух подавать к одной из сторон крана при заглушенной другой стороне). Отключить сжатый воздух, разобщительный кран снять с приспособления. Подача сжатого воздуха к крану при его испытании в закрытом положении должна осуществляться со стороны не соединенной с атмосферой у кранов 1-20-2 и 1-20-4 это сторона противоположная стороне, отмеченной буквой «А», у крана 4300 – сторона, противоположная той, на которую указывает риска – указатель атмосферы).
Сжатый воздух при испытании крана в открытом положении должен подаваться к одной из сторон крана при заглушенной другой стороне.
Оценку герметичности крана производить способом обмыливания. Допускается появление мыльного пузыря из атмосферного отверстия корпуса, удерживающегося не менее 20 сек. Результаты испытания должны быть отражены в книге ВУ-47.
Основные неисправности кранов и способы их устранения:
| Неисправность | Причина неисправности | Способ устранения неисправности |
| При испытании крана в закрытом положении падение давления больше нормы или образование мыльного пузыря, удерживающегося более 20 с. | Негерметичность соединения «пробка - кольцо» | Заменить фторопластовые кольца и при необходимости пробку (шаровую заслонку) |
| Негерметичность соединения «штуцер-корпус» | Затянуть штуцер | |
| При испытании крана в открытом положении падение давления более нормы или образование мыльного пузыря, удерживающегося более 20 с. | Негерметичность соединения «пробка-кольцо» | Заменить фторопластовые кольца и при необходимости пробку (шаровую заслонку) |
При неудовлетворительных результатах испытания производится разборка крана и дефектация его деталей.
Все детали крана, имеющие трещины, отколы, срыв резьбы заменяют. Пробки, имеющие царапины, риски на сферической поверхности, или деформированный паз – заменяют.
Далее производится сборка крана.
Собранный кран вновь подвергается испытанию и приемке.
Рис.8 Автоматический регулятор тормозной рычажной передачи 574Б.
Передняя часть авторегулятора состоит из корпуса и головки. Крышка и головка имеют шестигранные поверхности. Внутри корпуса помещены тяговый стакан, тяговый стержень, возвратная пружина. В тяговом стакане находится вспомогательная и регулировочная гайка. Вспомогательная гайка опирается через кольцо и шариковый подшипник на пружину. Регулирующая гайка через шариковый подшипник на пружину, поджатую усилием 0,25МП (25КГ\С). Проверку работоспособности регулятора производить на испытательном стенде. Регулятор проверяют на стабильность и на стягивание.
РЕМОНТ ТОРМОЗНОГО ЦИЛИНДРА.
Тормозные цилиндры предназначены для передачи усилия сжатого воздуха, поступающего в них при торможении, системе тяг и рычагов, посредством которых осуществляется прижатие тормозных колодок к бандажам колес.
Ремонт тормозного цилиндра производит слесарь подвижного состава 4 разряда.

Рис.9 Тормозной цилиндр
Тормозной цилиндр состоит из корпуса 1, передней 6 и задней 12 крышек, поршня 2, связанного шпилькой 4 со штоком трубчатого сечения 5. Поршень уплотнен манжетой 11 из масломорозостойкой резины, установленной в кольцевую выточку. Для смазывания рабочей поверхности цилиндра имеется войлочное кольцо 10, пропитанное тормозной смазкой и распираемое пластинчатой пружиной. В горловине передней крышки размещен фильтр 7, который при отпуске тормоза закрывается резиновой шайбой 8, надетой на шток. Упорное кольцо 9 служит для удержания в сжатом состоянии отпускной пружины 3 и удобного снятия и постановки в цилиндр поршня, собранного с передней крышкой. Для удаления влаги и конденсата в нижней боковой части между корпусом и передней крышкой с 1971 г. делается при изготовлении цилиндра канавка. В тормозных цилиндрах, изготовленных до 1971 г., на расстоянии 35 мм от переднего фланца в корпусе сверлится влагоспускное отверстие диаметром 10 мм.
Корпус тормозного цилиндра не должен иметь трещин и отколов. Внутреннюю поверхность тормозного цилиндра необходимо очистить и осмотреть – наличие ржавчины не допускается (ржавчина удаляется шлифовальной шкуркой). На внутреннюю поверхность тормозного цилиндра перед постановкой в него отремонтированного поршневого узла должна быть нанесена смазка ЖТ-79Л. Проверяется прочность крепления тормозного цилиндра на раме вагона.
Тормозной цилиндр крепить на вагоне шестью болтами М16 с постановкой пружинных шайб и прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и прорези гаек. Допускается крепление тормозного цилиндра болтами М16 с постановкой стопорных шайб, гаек и контргаек.
Установить поршневой узел на приспособление, сжать пружину с передней крышкой. Отвернуть болты крепления головки штока, отнять головку. Отпустить пружину, снять переднюю крышку. Снять упорное кольцо, выбить палец, отделить шток от поршня. Детали поршневого узла очистить, протереть. Удалить ржавчину с поверхности деталей. Очистить, промыть, протереть фильтр и пылезащитное уплотнение.
При ремонте корпуса и передней крышки тормозных цилиндров выполненных из серого чугуна марки СЧ-15, разрешается:
- заварка не более двух трещин во фланцах передней крышки и корпуса тормозного цилиндра при общей длине не более 60 мм, если эти трещины не выходят на рабочие поверхности;
- Приварка отбитых частей фланцев корпуса и передней крышки тормозного цилиндра при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух;
- приварка втулки с толщиной стенки 4-6,5 мм к горловине передней крышки.
Сварку следует выполнять с подогревом до температуры 550-6000С. Нагрев перед сваркой и последующее после сварки охлаждение должны выполняться медленно со скоростью, исключающей появление трещин в металле шва и околошовной зоне.
При ремонте стального тормозного цилиндра допускается заварка трещин, возникающих в крепительном фланце, если таких трещин не более четырех, при этом не более двух расположено на соседних узких зонах. Усиливающая накладка должна выполняться в виде полосы и привариваться сплошным швом. Накладку следует изготавливать из сталей Ст3сп, 09Г2, 09Г2Д, 10Г2БД или других низколегированных сталей с содержанием углерода до 0,14 %. Необходимо использовать предварительно прокаленные электроды марки УОНИ-13/45 или аналогичные по качеству получаемого металла шва. Технология сварки должна исключать деформацию крепительного фланца под воздействием сварочного нагрева.
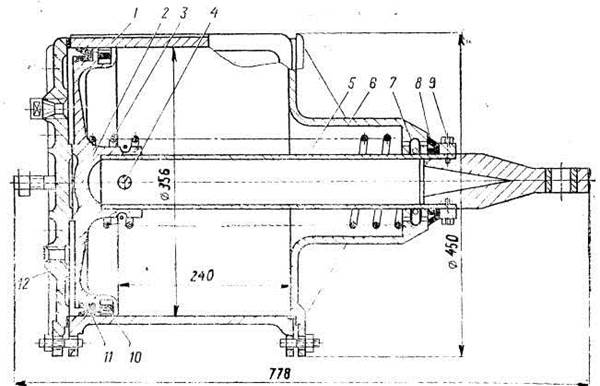
Рис.10 Тормозной цилиндр № 188Б
1 – корпус; 2 – поршень; 3 – отпускная пружина; 4 – шпилька; 5 – шток трубчатого сечения; 6 – передняя крышка; 7 – фильтр; 8 – резиновая шайба;
9 – упорное кольцо; 10 - войлочное кольцо; 11 – манжета из масломорозостойкой резины; 12 – задняя крышка.
Требования к корпусу тормозного цилиндра.
Корпус тормозного цилиндра не должен иметь трещин и отколов. Внутреннюю поверхность тормозного цилиндра необходимо очистить и осмотреть – наличие ржавчины не допускается (ржавчина удаляется шлифовальной шкуркой). На внутреннюю поверхность тормозного цилиндра перед постановкой в него отремонтированного поршневого узла должна быть нанесена смазка ЖТ-79Л. Проверяется прочность крепления тормозного цилиндра на раме вагона.
Рис.11 Поршень тормозного цилиндра.
Ремонт авторежима.
Ремонт авторежимов 265А и 265А-1.
При ремонте авторежимов:
- все детали и узлы осмотреть, проверить их состояние, срок годности и подлежащие контролю размеры, неисправные детали заменить или отремонтировать;
- рычаг с цилиндрическими концами заменить на рычаг с концами прямоугольного сечения;
- при наличии у рычага выработок в местах контакта с сухарем и со штоками поршней глубиной более 0,5 мм, рычаг при сборке авторежима повернуть другой стороной, при аналогичных выработках с обеих сторон рычаг заменить;
- при износе острия сухаря до минимальной высоты сухаря (31 мм) допускается ремонт: наклонную поверхность запилить до получения равномерной полосы шириной 0,5 мм, при большем износе сухарь заменить; при износе сухаря авторежима 265А 4 до 23,8 допускается ремонт; чертежный размер 24,5-0,13 высота сухаря авторежимов 265А и 265А-1 32,5-0,16
- высота регулировочной гайки с учетом износа упора должна быть не менее 42 мм;
- вилку, имеющую погнутый наконечник заменить, при этом допускается ремонт вилки: погнутый наконечник следует срезать, проточить корпус вилки и приварить новый наконечник;
- буртик стакана, изношенный по толщине до 2 мм, допускается восстанавливать наплавкой с последующей обработкой до чертежных размеров;
- при износе штифтов в хвостовиках верхнего и нижнего поршней пневмореле более 1 мм их необходимо заменить;
- у манжет не допускаются расслоения, надрывы, потертости рабочей поверхности;
- прокладки должны быть ровными, без надрывов и признаков разбухания;
- произвести контроль всех пружин по их просадке в свободном состоянии;
- в процессе сборки авторежима все манжеты и поверхности трения металлических деталей смазать тонким слоем смазки ЖТ-79Л;
- запрещается установка в авторежим обезличенных деталей и узлов - при сборке после ремонта в прибор устанавливать детали и узлы, которые стояли в нем до разборки, за исключением замененных из-за истекшего срока службы, неисправностей или в результате проведения работ по модернизации прибора;
- при сборке авторежима проверить, чтобы: острие сухаря находилось ниже головки болта его крепления, болт, крепящий сухарь, был ввернут полностью и зафиксирован стопорной шайбой, резьбовой конец болта не выступал за пределы ползуна, размер "в" (выход кольцевой проточки вилки из корпуса авторежима) был не менее 2 мм, размер "б" был не более 70 мм (рисунок 12)у авторежима 265А-4 должен быть не менее 120мм, гайка с упором была зафиксирована контргайкой и шплинтом, головка и концы шплинта во избежание заклинивания вилки в корпусе авторежима не выступали за пределы поверхностей гайки.
Рис. 12
Каждый отремонтированный авторежим должен быть испытан. Испытания производятся на установке для испытания авторежимов УКАР с регистрацией параметров. Проведение испытаний при выключенном регистрирующем устройстве запрещается. При неисправности УКАР разрешается производить испытание на испытательном стенде унифицированной конструкции. Результаты испытания авторежимов должны быть отражены в книге формы ВУ-47.
На отремонтированном и принятом авторежиме должна стоять бирка. Бирка должна устанавливаться под гайку одного из болтов, соединяющего демпферную часть с пневмореле. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
Сборка авторежимов производится в соответствии с технологическими картами. Отремонтированный авторежим проверяют на испытательном стенде.
Рис.13 Испытание авторе
Последнее изменение этой страницы: 2016-06-09
lectmania.ru. Все права принадлежат авторам данных материалов. В случае нарушения авторского права напишите нам сюда...